A CIKK FRISSÜLT: 2025.09.12
A RendeljKínait csapata először 2016-ban tesztelt 3D nyomtatót, vagyis lassan 8 éve foglalkozunk a témával, nekünk még például volt szerencsénk a kigyulladós Anet A8 típushoz. Ez még egy DIY készlet volt, amit nagyjából egy napig raktunk össze, szerencsére mára a téma sokkal jobban kiforrta magát. Nagyjából 6 éve használjuk egy régebbi Creality Ender 3 nyomtató felfejlesztett variánsát napi szinten, de több terméket is teszteltünk már. A 3D nyomtatás egy igazi szöszmötölős, niche téma, amit kifejezetten nehéz elkezdeni, ha nem találtok hozzá megfelelő információkat.
Több tucat honlapról, Reddit fórumok mélyéről, videókból kell összebogarászni a tapasztalatokat, ami a mai napig egy működő módszer, ha nagyon sok energiátok van rá. Ha nem, akkor olvassátok el a 3D nyomtatókról szóló írásunkat, így rengeteg időt, pénzt és feleslegesen lefutott kört spórolhattok meg magatoknak. A használat közben felgyülemlett gyakorlati tapasztalatokon túl ismerőseink, partnereink véleményét is megosztjuk veletek a következő sorokban.
A cikk egy speciális témát dolgoz fel, ami nagyon gyorsan fejlődik, így a benne foglaltak a cikk írásának idején elérhető technológiákat és megoldásokat taglalják. Mivel a szakirodalom jellemzően angol nyelvű, ezért nem minden kifejezés fordítható megfelelő módon magyarra. Ilyen esetekben az eredeti szakzsargont használtuk, de ahol ez lefordítható volt, ott is jellemzően odaírtuk az angol megfelelőjét!
Ez a cikk csak a filamentes 3D nyomtatásról szól! A gyantás 3D nyomtatást egy másik írásunkban tárgyaljuk!
Ezek a legjobb 3D nyomtató típusok (2025)
A listánkon szereplő 3D nyomtató felhozatal kizárólag hobbicélra készített, FDM, vagyis filamentes nyomtatókat tartalmazza, cikkünknek nem tárgya a gyantás nyomtatás, illetve az ipari felhasználás és a sorozatgyártás. Az otthoni felhasználásra szánt 3D nyomtató modelleket az alábbi szempontok alapján válogattuk össze:
- sok éves saját tapasztalat, tesztjeink és az általunk tulajdonolt 3D nyomtatók alapján
- partnereink tapasztalatai alapján
- egyéni kutatás alapján, aminek az alapját hazai és nemzetközi vásárlói vélemények képezik
- különböző fórumokban és speciális csoportokban olvasható vélemények alapján
- A 3D Akadémia 3D nyomtatás/3D szkennelés/3D tervezés alapozó tanfolyama alapján
Van egy csomó 3D nyomtató teszt az oldalon, ezeknek az összegző linkjét lejjebb találjátok!

Forrás: Banggood
Elegoo Neptune 4 Pro – Budget 3D nyomtató, három változatban
A 3D nyomtató legfőbb előnyei:
- gyors
- Klipper firmware
- egyik legolcsóbb a piacon
- automatikus tárgyasztalszintezés
- kétszegmenses, fűtött tárgyasztal
Kinek ajánljuk
Az Elegoo Neptune 4 Pro a kispénzűek 3D nyomtatója lesz. Egy viszonylag problémamentes, kellően szép nyomtatási képpel rendelkező eszközről van szó, ami 3 méretben kapható. A Pro az alap, a Plus a 320x320x385 mm-es, míg a Max a 420x420x480 mm-es nyomtatási tárgymérettel rendelkező változat. Az Elegoo Neptune 4-et viszont nem javasoljuk megvételre, mert a Pro ára majdnem ugyanannyi, de ez többet tud. Alapvetően azoknak ajánljuk, akik nem akarnak sokat költeni a témára, de azért szeretnének egy modern eszközt hazavinni, amivel meg lehet tanulni a hobbi csínját-bínját.
Miért lóg ki a kínálatból
Az Elegoo Neptune 4 Pro az egyik olyan olcsó, budget modell, aminek a tárgyasztalát két szegmensben lehet felfűteni. Ez azt jelenti, hogy van egy belső, kisebb terület és egy külső rész, amiket a nyomtató külön-külön tud vezérelni. A nyomtató ráadásul pokoli gyors, 20 perc körül kidarálja az egyik legismertebb tesztmodellt, a Benchy kishajót. Ezen kívül számtalan egyéb extrával is rendelkezik, van filament érzékelője és áramszünet esetén is képes a 3D nyomtatást folytatni.

Forrás: Geekbuying
Creality K1C – A legjobb 3D műhelynyomtató
A 3D nyomtató legfőbb előnyei:
- nagyon gyors
- zárt ház, aktívszenes szűrés
- módosított Klipper firmware
- fűtött tárgyasztal, automatikus szintezés
- AI kamera time-lapse-hez és filamenthiba felismeréshez
Specifikáció
- Technológia: FDM/FFF
- Működés: CoreXY
- Nyomtatási méret: 220x220x250 mm
- Méret: 428x428x567 mm
- Sebesség: 600 mm/s
- Filament: PLA, PETG, ABS, ASA, TPU stb.
- Firmware: módosított Klipper
- Tárgyasztal: fűtött
- Szintezés: automata
- Extruder: direkt
- Adatátvitel: USB, LAN, WiFi
Kinek ajánljuk
A Creality a K1 szériával megreformálta az otthoni CoreXY piacot. A sorozat első modellje a K1 volt, ennek a nagyobb tárgyasztalos verziója a K1 Max. Előbbi utódmodellje, a zárt térrel rendelkező K1C, ami további fejlesztéseket kapott, mint az AI kamera, az aktív szénszűrős levegőkeringetés és a pokoli gyors nyomtatás. A Benchyt nagyjából 16 perc alatt kinyomtatja az előkalibrálással együtt, ami nem semmi sebesség. Annak ajánljuk, akinek van egy elkülönített helye, ahová ki tudja a K1C-t helyezni, mert jelentős zajjal dolgozik.
Miért lóg ki a kínálatból
A nyomtató házában egy AI alapú kamera kapott helyet, ami nemcsak arra jó, hogy time-lapse videókat készítsetek vele, hanem a munkafolyamatot is nyomon követhetitek. A kamerán keresztül a Creality K1C észreveszi, ha a korábbi 3D modell még a tárgyasztalon van, mint ahogy a nem megfelelő filamentadagolást is figyeli. A nyomtató nemcsak a 4,3 colos érintőképernyő segítségével, hanem webszerveren keresztül is állítgatható. Mindent figyel, amit lehet, a nyomtatás idejét, a ventilátorok sebességét, a hőmérsékletet több ponton, és ezekről tájékoztatja a felhasználóját is. Egy dologra viszont figyeljetek: a K1C egyedi Unicorn fúvókát használ, ellentétben a K1-gyel.

Forrás: Elegoo Official page
Elegoo Centauri Carbon – A tökéletes kezdőtermék
A 3D nyomtató legfőbb előnyei:
- Nagyon gyors
- Core XY rendszer
- filament érzékelő szenzor
- Öntisztítás és önürítés hátrafele
- Karbonerősítésű anyagok nyomtatására is alkalmas
Specifikáció
- Technológia: FDM/FFF
- Működés: CoreXY
- Nyomtatási méret: 265x265x265 mm
- Méret: 535x656x420 mm
- Sebesség: 500 mm/s
- Filament: karbon/üvegszál/PLA/PETG/ABS/ASA/TPU/PET/PC/PA
- Firmware: módosított Fluidd
- Tárgyasztal: fűtött 110 Celsius fok, automata szintezéssel, PEI lappal
- Szintezés: automata szintezés
- Extruder: direkt
- Adatátvitel: USB, WiFi
Kinek ajánljuk
Az Elegoo Centauri Carbon egy nagyon egyszerűen használható nyomtató, gyakorlatilag a dobozból kivéve is használtható. Mindent megcsinál magától, kalibrálja a tárgyasztalt, szintez, beállítja az input shapinget és a pressure advance algoritmusokat a tökéletes nyomtatásért, szóval tényleg fullos a felhozatal. Természetesen a folyamatba belenyúlhattok egy 4,3 colos kijelző segítségével. Mivel a háza zárt, ezért használható műhelynyomtatóként is, ha raktok mögé aktív elszívást. Annak ajánljuk, akinek most kezdi a 3D nyomtatást, és nem akar babrálni sokat a beállításokkal.
Miért lóg ki a kínálatból
Az Elegoo Centauri Carbon nem az a kezdő nyomtató, amit 2 hónap után lecseréltek majd. Egyrészt 320 Celsius fokig fel tud menni hőmérsékletben a feje, emiatt mindenféle anyaggal tud nyomtatni, akár karbonerősítéső filamenttel is. Másrészt olyan funkciói vannak, mint az aktívszénszűrős elszívás, az öntisztítás és önürítés, amikor hátrafele kiköpi a maradék filamentet, de van webszervere is, így távolról is vezérelhetitek, illetve egy kamerán keresztül nemcsak figyelhetitek, mi történik, de még time-lapse videókat is készíthettek. A legjobb olcsó masina, filament kifogyás érzékelővel, midnenkinek csak ajánlani tudom.
Forrás: Geekbuying
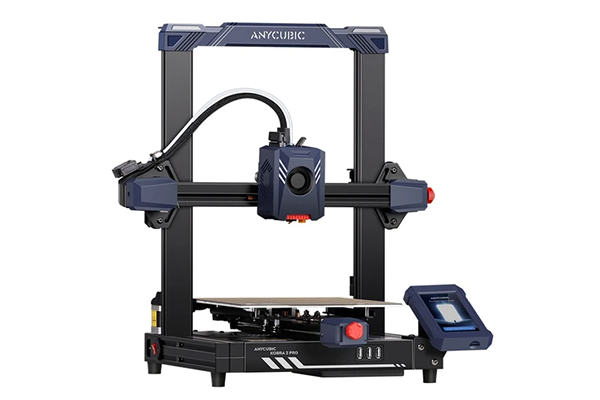
Anycubic Kobra 2 Pro – Olcsó, de sokrétű
A 3D nyomtató legfőbb előnyei:
- fűtött tárgyasztal
- olcsó, mégis gyors
- App alapú vezérlés
- 4,3 colos érintőkijelző
- automatikus tárgyasztalszintezés
Specifikáció
- Technológia: FDM/FFF
- Működés: rektilineáris
- Nyomtatási méret: 250x220x220 mm
- Méret: 486x435x463 mm
- Sebesség: 500 mm/s
- Filament: PLA, PETG, ABS, ASA, TPU stb.
- Firmware: Marlin
- Tárgyasztal: fűtött
- Szintezés: automata
- Extruder: direkt
- Adatátvitel: USB, WiFi
Kinek ajánljuk
Az Anycubic Kobra 2 széria több 3D nyomtatót is magában foglal, a Pro az alapmodell, de van belőle Plus és Max is, amik még nagyobb tárgyasztallal rendelkeznek. Ráadásul küszöbön van az Anycubic Kobra 3 szériájának bejelentése, ami vélhetően lefele hajtja majd az előző verziók árát. Ekkor igazi ár/érték bajnok lehet a Kobra 2 széria, így elsősorban azoknak ajánljuk akik egy modern nyomtatót szeretnének behúzni 300 USD alatt.
Miért lóg ki a kínálatból
Egységnyi pénzért az Anycubic nyújtja az egyik legtöbbet. Gyorsan nyomtat, fűthető a tárgyasztala, van WiFi modulja, automatikusan szintez, van rajta egy 4,3 colos érintőképernyő és nem ordenáré nagy a kerete, így kisebb lakásokban is elfér. Ne felejtsétek el, a bed-slinger nyomtatók előre-hátra mozgatják a tárgyasztalukat, így egy fél szekrényt el tudnak foglalni, szóval, akinek kevés a helye, az ne vegyen gigantikus tárgyasztallal felvértezett 3D nyomtatót. Persze a nagyra vágyók a Kobra 2 szériából is választhatják a Plus és a Max variánst, amelyek nevezetéktanból kitalálható módon sokkal nagyobb tárgyakat is ki tudnak nyomtatni.
Forrás: Árukereső
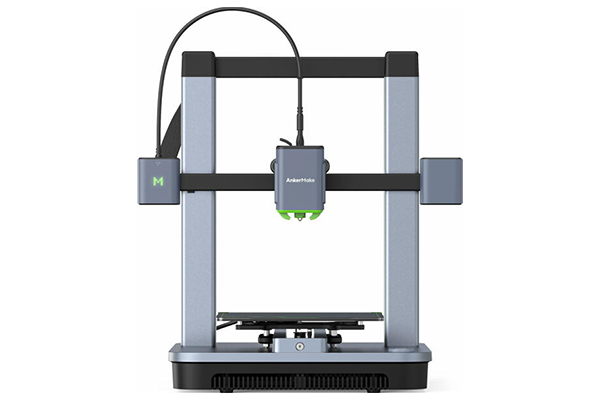
AnkerMake M5C – Kezdőbarát, letisztult dizájnnal
A 3D nyomtató legfőbb előnyei:
- gyors
- kezdőbarát
- nagyon letisztult kinézet
- fűtött, önszintező tárgyasztal
- nincs érintőképernyő, de van WiFi
Specifikáció
- Technológia: FDM/FFF
- Működés: rektilineáris
- Nyomtatási méret: 235x235x250 mm
- Méret: 466x374x480 mm
- Sebesség: 500 mm/s
- Filament: PLA, PETG, ABS, ASA, TPU stb.
- Firmware: Marlin
- Tárgyasztal: fűtött
- Szintezés: automata
- Extruder: direkt
- Adatátvitel: USB, WiFi
Kinek ajánljuk
Aki egy out-of-the-box megoldást keres, annak az egyik legjobb választás az AnkerMake M5C. A gyártó azt tűzte ki célul, hogy egy nagyon letisztult, kezdőbarát 3D nyomtatót hoz létre. Ez sikerült is, a teljesen alumínium váz minden kábelt elrejt, illetve van egy programozható gomb, amivel egyetlen érintéssel elkezdhetitek a 3D nyomtatást. Aki nem akar orrba-szájba szerelgetni, annak ez a termék ideális választás.
Miért lóg ki a kínálatból
A kezdőbarát nem egyenlő a gyenge műszaki teljesítménnyel. 500 mm/s sebességgel nyomja ki magából a filamentet a nyomtató, miközben az AnkerMake appból vagy a webszerverén keresztül állítgathattok mindent. A tárgyasztal fűtött, van filament érzékelője, így észreveszi, ha kifogy az anyagból, a modern firmware pedig rendelkezik a nyomtatás minőségét javító algoritmusokkal is. A 3D nyomtató tárgyasztala fűtött és önszintező, vagyis egy kifejezetten problémamentes nyomtatóról van szó, ahogy mondani szokták: hassle free.

Forrás: Árukereső
Artillery SideWinder X4 Plus – Nagy tárgyasztalos 3D nyomtató
A 3D nyomtató legfőbb előnyei:
- nagy tárgyasztal
- sok extra funkció
- pofonegyszerű felépítés
- fűtött, önszintező tárgyasztal
- sok csatlakozási lehetőség, USB, LAN, WiFi
Specifikáció
- Technológia: FDM/FFF
- Működés: rektilineáris
- Nyomtatási méret: 300x300x400 mm
- Méret: 510x490x680 mm
- Sebesség: 500 mm/s
- Filament: PLA, PETG, ABS, ASA, TPU stb.
- Firmware: Klipper
- Tárgyasztal: fűtött
- Szintezés: automata
- Extruder: direkt
- Adatátvitel: USB, LAN, WiFi
Kinek ajánljuk
Az Artillery SideWinder X4 széria második legnagyobb modellje annak szól, aki nagy 3D modelleket szeretne nyomtatni. A 300x300x400 mm-es tárgyasztalra elég sok használati tárgy vagy figura ráfér, de azért a külső méretei még így is elfogadhatók. A váz nagyon merev, két merevítő oszlop áll ellen a rezgéseknek, a mechanika síneken mozog. Masszív szerkezet masszív cuccok nyomtatására. Ezzel a tárgyasztal mérettel ez azért még mindig egy budget megoldás, vagyis aki nem akar prémium árazású terméket magának, de szeretne egy decens nyomtatót, annak az X4 Plus lesz a nyerő.
Miért lóg ki a kínálatból
Kiváló építési minőség, USB, LAN és WiFi kapcsolat, automatikus tárgyasztalszintezés, 300 Celsius-fokig felmelegedő nyomtatófej, automatikus fúvókatisztítás, megszakadás esetén újrakezdés, mindenféle minőségjavító algoritmusok, érintőkijelző és még sorolhatnám. Ebben az árszegmensben nem mindenki ad ennyi extrát. Azért van még egy gyártó, aki egy nagyon hasonló modellel rukkolt elő: A Prusa másolatairól híres Sovol SV07 Plus is majdnem ugyanezt tudja, így remek alternatívája a SideWinder X4 Plusnak.

Forrás: Bambu Lab P1S
Bambu Lab P1P/P1S – A 3D nyomtatók Apple-je
A 3D nyomtató legfőbb előnyei:
- kiváló minőség
- remek műszaki paraméterek
- nagyon jó termékutánkövetés
- 16 színű nyomtatás a kiegészítőkkel
- nagyon durva szoftveres támogatás
Specifikáció
- Technológia: FDM/FFF
- Működés: CoreXY
- Nyomtatási méret: 256x256x256 mm
- Méret: 389x389x458 mm
- Sebesség: 500 mm/s
- Filament: PLA, PETG, ABS, ASA, TPU stb.
- Firmware: Bambu Lab
- Tárgyasztal: fűtött
- Szintezés: automata
- Extruder: direkt
- Adatátvitel: USB, LAN, WiFi
Kinek ajánljuk
A Bambu Lab a 3D nyomtatók Mercedese. Egy végletekig kicsiszolt, kiváló szoftveres támogatással rendelkező termékről van szó, de ez tulajdonképpen az összes eszközükre igaz. A Bambu Lab P1P és a P1S között annyi a különbség, hogy az utóbbihoz adnak egy olyan csomagot, amivel teljesen zárhatóvá lehet tenni a házat, és ventilátorok segítségével a szellőztetése is megoldott. De természetesen előbbi is felfejleszthető egy kiegészítő csomaggal. Ha te egy komplett megoldást szeretnél, amit csak kiveszel a dobozból, ha pedig valami baj van, csak szólsz a supportnak, akkor ez a te terméked.
Miért lóg ki a kínálatból
A Bambu Lab nemcsak mindent tudó hardvert ad – önszintezés, fűtött tárgyasztal, kamera time-lapse-hez és élőképhez, vibráció kompenzáció, áramszünet utáni folytatás, félautomata fogasszíj feszítés, aktív szén szűrők stb. -, hanem durva szoftvereket is. Van saját vágószoftverük, a Bambu Studio, távolról vezérelhetitek a 3D nyomtatót, de ha megveszitek az extra filament tárolót, akkor akár 16 színnel is nyomtathattok. A termékek utánkövetése és az ügyfélszolgálatuk is durva, például hibák esetén visszahívásokat eszközölnek és hasonlók. Ez egy igazi prémium termék, de ezt az árban is érvényesítik.

Forrás: Árukereső
Prusa MK4 – Legendás cseh 3D nyomtató
A 3D nyomtató legfőbb előnyei:
- a megbízható név
- sok extra funkció
- pofonegyszerű felépítés
- fűtött, önszintező tárgyasztal
- sok csatlakozási lehetőség, USB, LAN, WiFi
Specifikáció
- Technológia: FDM/FFF
- Működés: rektilineáris
- Nyomtatási méret: 250x210x220 mm
- Méret: 500x550x400 mm
- Sebesség: kb. 500 mm/s
- Filament: PLA, PETG, ABS, ASA, TPU stb.
- Firmware: módosított Marlin
- Tárgyasztal: fűtött
- Szintezés: automata
- Extruder: Nextruder direkt
- Adatátvitel: USB, LAN, WiFi
Kinek ajánljuk
A Prusa minden 3D nyomtatók ősatyja. Nem egy gyártó róla másolta a modelljeit – pl. Sovol -, és a legtöbb konkurens tőlük tanulta a 3D nyomtató építést is. Még a PrusaSlicer szeletelő szoftver is sok 3D nyomtatós céget “megihletett”, ami mondjuk nem csoda, hiszen nyílt forráskódú a cucc. Ennek ellenére a legtöbb gyártónak a mai napig nem sikerült olyan megbízható masinákat gyártania, mint a Prusának, így aki egy nagy renoméval rendelkező gyártó kipróbált termékeit részesíti előnyben az ne keressen tovább.
Miért lóg ki a kínálatból
A kiváló nyomtatókért meglehetősen borsos árat kell fizetni. Jó hír, hogy aki szeret szerelgetni, annak van KIT formátum is. Az MK4 a legendás MK3 – négyszer lett az év 3D nyomtatója – felokosított változata. Olyan funkciókat tud, mint a tökéletes első réteg egy spéci szenzor segítségével, a szuper gyorsan cserélhető fúvóka, az örökkévalóságnak tervezett mechanikai alkatrészek, fűtött, önszintező tárgyasztal, áramkimaradás utáni folytatás, nem is lassú a kicsike és mellette csendes is. Olyan sok mindent tud, hogy fel sem tudom sorolni, szerencsére nem is kell, ebben a videóban megnézhetitek. De a kedvencem: beszerelhető egy olyan vázba, mint ami a CoreXY nyomtatóknak van. És amúgy erről is van egy frankó videójuk.

Forrás: Banggood
Flsun V400 – Műszaki csemege
A 3D nyomtató legfőbb előnyei:
- delta nyomtató
- meglehetősen gyors
- nagy nyomtatási méret
- nagy magasságú tárgyakat is kinyomtat
- semmit nem jobb nézni, mint egy Deltát működés közben
Specifikáció
- Technológia: FDM/FFF
- Működés: Delta
- Nyomtatási méret: ∅300×410 mm
- Méret: 870x600x240 mm
- Sebesség: 600 mm/s
- Filament: PLA, PETG, ABS, ASA, TPU stb.
- Firmware: Klipper
- Tárgyasztal: fűtött
- Szintezés: automata
- Extruder: direkt
- Adatátvitel: microSD, WiFi
Kinek ajánljuk
Minden 3D nyomtatók legnagyobb királya a Delta rendszerű nyomtató. Aki látott már ilyet munka közben, az úgy szokta nézni, mint a kobra a kígyóbűvölőt, a mozgása fantasztikus. Az Flsun 7 éve fejlesztgeti gépeit és most az S1-gyel csúcsra értek, viszont ez még pokoli drága, így a V400 az, amit értelmes pénzért haza lehet vinni. Különcöknek és mérnököknek ezt ajánljuk, személyes kedvenceink az Flsun Delta nyomtatói.
Miért lóg ki a kínálatból
A Delta 3D nyomtatóknak van néhány specialitása. Az egyik, hogy pokoli gyorsak, a másik, hogy a tárgyasztaluk kör alakú, tulajdonképpen egy hengertérben nyomtatnak. Az Flsun V400 a még elérhető árazású csúcstechnika, ami mindent tud: 600 mm/s sebesség, vibráció kompenzáció, filament szenzor kifogyás ellen, automata szintezés, áramkimaradás utáni folytatás, nagyon merev alumínium ház, nagy méretű tárgyasztal és egy nagy, 7 colos kijelző az egyszerű állítgatáshoz. Műszaki csemege, a széria legújabb modellje, az S1. Ez még gyorsabb mint a V400, LiDAR szenzorral és AI kamerával szerelik a tökéletes szintezés miatt, illetve magas olvadási hőmérsékletű anyagokat is ki tud nyomni. Sajnos ez még nem kapható és pokoli drága a kezdő ára, de érdemes ránézni csak azért, mert igaz csúcstechnológia.
A 3D nyomtatás alapjai, filamentek
Elsőre ijesztő lehet a 3D nyomtatás folyamata. Bonyolult, nehezen érthető, első látásra rengeteg időt felemésztő hobbinak néz ki. Ez az elmúlt pár évben sokat változott, mára a gyártók sokat egyszerűsítettek a dolgokon, rengeteg out-of-the-box 3D nyomtató érhető már el a piacon, ami minimális beüzemelési idő után egyből használatba is vehető. Tehát nem kell pánikba esni, de feltételezzük, ha itt vagytok, és éppen ezt olvassátok, ti nem is tartoztok ebbe a kategóriába.
Kezdjük az alapokkal, hogy pontosan hogyan is történik a 3D nyomtatás. Sok helyen a szakzsargont magyarra fordítottuk, de az egyértelműség kedvéért a kifejezés angol megfelelőjét is mellékeljük, az interneten is így tudtok majd utánanézni bővebben a fogalmaknak!
Mit nevezünk 3D nyomtatásnak?
A 3D nyomtatás nem más, mint különböző tárgyak rétegekből álló “összerakása”. Szokták additív gyártásnak is nevezni, és a legelső kísérletek a 80-as években zajlottak. A technológia mindig valamilyen folyékony anyagot használ, amit különböző eljárásokkal rétegesen egymásra építenek. A hagyományos technológiákkal ellentétben – szubtraktív, tehát egy anyagtömbből a felesleg eltávolításával hozzák azt létre – a 3D nyomtatás folyamán a tárgyat saját anyagából építik fel, ezért nagyon kevés melléktermék keletkezik, illetve nincsen átszerszámozás és hasonlók.
A 3D nyomtatás folyamata röviden az alábbi lépésekkel írható le:
- szükségetek van egy 3D modellre, amivel a 3D nyomtató dolgozni fog
- a 3D modellt a megfelelő fájlformátumra kell alakítani, amit a nyomtató előkészítő szoftvere – a slicer – értelmez
- az előkészítő szoftver a 3D modellt nagyon vékony rétegekre bontja fel – ezért is szokták szeletelő szoftvernek nevezni -, illetve a rétegeken belül meghatározza a program, hogy a nyomtató milyen koordinátákra mozogjon és ott mit csináljon
- a slicer által létrehozott 3D modell fájlt a 3D nyomtatóra kell juttatni, ami ez alapján megkezdi a nyomtatást
- a nyomtató oldalán lefutnak bizonyos előkészítő rutinok – pl. tárgyasztal szintezése, felfűtése, nyomtatófej tisztítása stb. -, majd megkezdődik a kiválasztott anyaggal a nyomtatás, amelyből a 3D nyomtató a rétegek alapján felépíti a tárgyat
Hol találtok 3D modelleket?
A 3D nyomtatóra feltöltendő 3D modelleket több forrásból is beszerezhetitek:
- A legbonyolultabb megoldás, ha magatoknak megtervezitek ezeket, ehhez egy 3D modellező szoftverre lesz szükségetek. Ez adja a legnagyobb flexibilitást.
- Eggyel egyszerűbb, de költséges megoldás, ha ti magatoknak 3D szkennerrel beolvastok tárgyakat. Értelemszerűen csak olyan tárgyak 3D modelljei készíthetők el ezzel a módszerrel, amelyek már léteznek, cserébe meglehetősen pontos képet kaptok a kinyomtatandó objektumokról.
- A 3D modelleket le is tölthetitek egy internetes adattárból.
3D modellek letöltése az internetről
Számtalan 3D modellt lehet letölteni az internetről, de szerencsére van egy ennél egyszerűbb módszer is: a 3D nyomtató mellé adott beállító modellek, amik jellemzően az SD kártyán bújnak meg.
A legelterjedtebb 3D modell kiterjesztés a filament típusú 3D nyomtatók esetében a .STL – standard triangle language -, ilyet hoz létre a legtöbb 3D modellező szoftver, és ezt tudják a különböző slicer szoftverek is értelmezni. Találkozhattok még a .gcode formátummal is, ez tulajdonképpen egy utasításokat tartalmazó szövegfájl, viszont a legtöbb esetben nyomtató specifikus, ezért megfelelő módon csak az adott nyomtatóval használható.
A 3D nyomtató mellé adott beállító modellekkel – kalibrációs kocka, Callicat, Benchy kishajó – kezdjétek a nyomtatást, hogy a gyakorlatban is lássátok a 3D nyomtató működését. Ha ezen átestetek, a további 3D modell fájlokat az alábbi internetes oldalakról szerezhetitek be, jellemzően ingyenesen:
- Thingiverse
- Printables
- Cults3D
- Youmagine
- GrabCAD
- Sketchfab
- MyMiniFactory (alapvetően 3D fantasy és sci-fi figurák)
- PinShape
Tipp: a legtöbb 3D nyomtató gyártónak is vannak saját könyvtárai 3D modellekkel, ez például az EasyThreed sajátja.
A következő lépés az legyen, hogy a fenti oldalakról letöltött 3D modelleket betöltitek valamelyik ismert szeletelő szoftverbe, például a legsűrűbben használt Cura UltiMakerbe. Itt lehet játszani a különböző beállításokkal, lecsökkenteni vagy megnövelni a 3D modellek méretét, átállítani a szálvastagságot és még ezer dolgot. 1-2 tekercs filamentet – a nyomtató által használt anyag – biztosan el fogtok játszani a próbálkozásokkal, így érdemes ezekből betárazni.
3D modellek létrehozása szkenneléssel
A 3D szkennelés azért népszerű eljárás, mert 3D modellezői tudás nélkül hozhattok létre egyedi 3D fájlokat. Mikor merül ez fel? Például akkor, ha egy adott tárgyat szeretnétek sokszorosítani, és otthoni környezetben ez hatékonyabban elvégezhető, mintha megrendelitek a kereskedelmi forgalomba lévő variánsát, például azért, mert már nem kapható. Digitalizálhattok élőlényeket is – például emberi arcokat -, illetve egyéb egyedi dolgokat.
A megoldás hátulütője, hogy meglehetősen borsos az ehhez szükséges hardver, a legolcsóbb megoldások – például a Creality Scan Ferret – is többszáz dollárba kerülnek, ezeknek viszont a minősége nem különösebben jó, emiatt utómunkát igényelnek, amihez egy meglehetősen durva PC-re vagy Macre is szükségetek lesz. Mivel a téma önmagában egy hasonló terjedelmű cikket felölelne, ezért jelen írásunkban ezzel nem foglalkozunk.
3D modellek tervezése
A 3D modellek létrehozásának legbonyolultabb formája, elsősorban 3D tervezőszoftverek ismerete szükséges hozzájuk. Ezek használatának megtanulása igencsak időigényes folyamat, cserébe nem kell kifizetnetek a 3D szkennerek borsos árát – bár a két megoldás természetesen kombinálható is -, viszont a szabadidőtökkel fizettek a tudásért. A 3D tervezőszoftverek adják a legnagyobb tervezői szabadságot és a fizetős variánsokban vannak igazán összetett alkalmazások is.
Maradva a polgári felhasználásnál, a legegyszerűbb az első próbálkozásokhoz a Thingiverse Customizer, amivel már meglévő modelleket lehet átparaméterezni. Az ingyenesen elérhető CAD szoftverek közül talán a legismertebb a Blender, de az ismeretségi körömben modelleznek az online elérhető Onshape-pel és az Autodesk Fusion 360-nal is. A téma valójában soktízezer karakterben fejthető csak ki, ezért ebben a cikkben terjedelmi okokból nem fogjuk tárgyalni.
Milyen 3D nyomtató technológiák vannak?
Az eddigiekből egy nagyon fontos dolog nem derült ki: a 3D nyomtatás technológiai háttere. A legelterjedtebb, otthoni felhasználásra szánt eszközök esetében az alábbi eljárásokkal lehet kinyomtatni a 3D modelleket – sok esetben a 3D nyomtatóra is így hivatkoznak – nem ipari körülmények között:
- FDM/FFF 3D nyomtatás: filamentet használnak, és egy hot end segítségével olvasztják meg az anyagot, amiből összeállítják a rétegeket, erről van ebben a cikkben is szó. A hobbival ismerkedőknek ezt ajánljuk kezdésnek!
- SLA/DLP/LCD nyomtatás: resint, vagyis gyantát használnak, és UV fénnyel „levilágítják” az egyes rétegeket. A tárgyakat sokszor vegyszerekkel kell utókezelni. Haladó téma, cserébe szebb nyomatokat lehet létrehozni! Külön cikkben foglalkozunk a témával.
- LDM 3D nyomtatás: liquid flow stack moulding, gyakorlatilag agyagtárgyak nyomtatására használják. Mivel nincs tapasztalatunk a technológiával, ezért csak említés szintjén foglalkozunk vele, technológiájában az FDM/FFF 3D nyomtatásra hasonlít.
A fentiek mind otthoni felhasználásra is alkalmas technológiák, de természetesen a 3D nyomtatásnak van ipari alkalmazása is – például fémekkel vagy betonnal -, de ezeket cikkünk nem tárgyalja. Nézzük meg a fenti felsorolásból az FDM/FFF technológia működését részletesebben.
FDM/FFF 3D nyomtatás
Fused deposition modelling/fused filament fabrication angol szavak rövidítése, egyszerűbben filament 3D nyomtatás. Lényege, hogy egy hőre lágyuló anyagot – filament – vezetnek át egy adagolón – extruder -, ami egy fejbe – hot end – nyomja bele az anyagot. Ennek a végében van egy fúvóka – nozzle -, ami a filamentet megolvasztja, majd a fúvóka segítségével rétegesen a tárgyasztalra nyomja a 3D nyomtató a forró naftát. A különböző rétegek fogják felépíteni a modellt azáltal, hogy kihűléskor egymáshoz ragadnak.
Az FDM/FFF nyomtatáshoz filamentre van szükség. Ez egy olyan feltekercselt anyag, amely hőre viszonylag könnyedén lágyul. Többféle filament létezik, ezek színben és tulajdonságaikban is eltérnek egymástól, illetve a felhasználási területük is eltérő. Közös tulajdonságuk, hogy mindegyik olvasztva kerül a tárgyasztalra és kihűléssel jön létre a 3D modell.
A FDM és az FFF technológia között az a különbség, hogy az FFF az FDM nyomtatás egy válfaja, alapvetően hobbistáknak kitalált, szál-alapú nyomtatás. A legtöbb esetben – de nem kizárólagosan – 1,75 mm átmérőjű műanyagot használnak ehhez, amit egy dobra csévélnek fel, ezt húzza be az extruder, és nyomja ki a fej a tárgyasztalra egy fűtött fúvóka segítségével. Az így elkészült tárgyak nem vagy csak minimális utómunkát igényelnek.
Az FDM/FFF 3D nyomtatók előnyei
Mivel a legvalószínűbb az, hogy az első 3D nyomtatótok FDM/FFF rendszerű lesz, ezért érdemes átfutni az előnyeit a technológiának:
- olcsó
- az új eszközök meglehetősen gyorsak
- viszonylag egyszerű használat
- számtalan kiépítés: rektilineáris, CoreXY, Delta, stb.
- olcsón lehet fejleszteni az alkatrészeit
- ma már rengeteg extra szolgáltatást nyújtanak
- nagyon sok féle filamenttel lehet dolgozni
- a kinyomtatott tárgy nem vagy csak minimális utómunkát igényel
Az FDM/FFF nyomtatók hátrányai
Az FDM/FFF technológiának van néhány hátránya, amit mindenképpen tudnotok kell, mielőtt ilyen eszközt vásároltok:
- a kinyomtatott 3D modellek felbontása nem a legjobb (szemben az SLA-val)
- egyszerre csak egy tárgyat képes nyomtatni
- sok esetben érződik, hogy azért ezek nem ipari felhasználásra készültek
- a sebesség növekedésével és a hűtőteljesítmény növelésével arányosan egyre hangosabbak lesznek az FDM 3D nyomtatók
- nem minden megoldás out-of-the box, össze kell őket szerelni, illetve később fejlesztésre szorulnak
- bizonyos anyagok speciális fúvókát igényelnek
- egyes anyagok mérgező gázt képezhetnek
Az FDM/FFF nyomtatókhoz használt filamentek
A 3D nyomtatók kiválasztásának egyik legfontosabb szempontja az, hogy milyen filamentekkel képes nyomtatni, ez ugyanis nagyban meghatározza a kinyomtatható tárgyak körét.
A piacon számtalan, különböző filament érhető el, most a legsűrűbben használtakról ejtünk néhány szót. Mindig nézzetek utána, hogy az egyes anyagok nyomtatása mivel jár, milyen hőmérsékleten olvadnak, mérgezők-e vagy sem, szükség van-e valamilyen speciális anyagra a kezelésükhöz, és így tovább.
Minden filamentnek különböző a hőtűrése, máshogy reagálnak az UV sugárzásra, eltérő a szilárdságuk, a formatartási képességük – csavarodik vagy törik-e -, illetve egyes anyagok utókezelést igényelhetnek. Szintén fontos, hogy vannak anyagok, amik érzékenyek a nedvességre, amitől fel tudnak pöndörödni vagy vetemedni – ez a warping – kezdenek. A legtöbb filamentet szárítani is érdemes, erről majd később. A felsoroltak miatt a 3D nyomtatókon különböző paramétereket kell beállítani ahhoz, hogy a nyomtatás a megfelelő minőséget érje el, ezeket az egyes filamenteknél érintőlegesen fogjuk tárgyalni. Ennek ellenére a dolog elég sok kísérletezést igényel.
A dolgot tetézi, hogy a megfelelő nyomtatási minőséget a nyomtatás sebessége is befolyásolja, általában fordított arányban állnak egymással: a sebesség növekedése rontja a minőséget. Ezek alapján nézzük meg, hogy melyik anyag milyen 3D modellek kinyomtatására a legalkalmasabb. A lenti értékeket a MyTechfun3D csatornája és a Filament.hu adatai alapján állítottam össze, illetve kiegészítettem saját tapasztalatainkkal. Ezek csak közelítő értéknek számítanak, lehet, hogy a ti 3D nyomtatótok esetében némi finomhangolást igényelnek.
PLA filament: polylactic acid, magyarul politejsav, ami egy biológiailag lebomló, hőre lágyuló műanyag. Általában különböző növényekből, például kukoricakeményítőből állítják elő, és ipari körülmények között komposztálható. Kezdőbarát filament, ezzel a legegyszerűbb a nyomtatás, ezt használják a legtöbben, ezzel érdemes kezdeni.
Előnyei:
- olcsó
- nyitott nyomtatón lehet nyomtatni
- könnyű vele dolgozni
- erős
- nem vetemedik, nem zsugorodik, mérettartó
Hátrányai:
- nem UV álló, beltérben használható tárgyak nyomtathatók vele
- 50-55 Celsius-fok fölött lágyul
- hőkezeléssel növelhető a hőállósága, de deformálódik
Fúvóka hőmérséklet: 190-230 Celsius-fok | Tárgyasztal: 50-60 Celsius-fok | Tárgyhűtés: 100%
Wood PLA filament: ezt szokták “fának” becézni, politejsav újrafeldolgozott fa rostokkal keverve. A fa valójában az érzetet adja az anyaghoz, olyan az erezet, a tapintás, sőt akár a szaga is, mint a valódi fának. Tulajdonságaiban hasonló a sima PLA-hoz, de általában alacsonyabb hőmérsékleten kell kinyomni annál.
Előnyei:
- nyitott nyomtatón lehet nyomtatni
- könnyű vele dolgozni
- fa érzetet kelt
- kellemes szaga van
- nem nagyon vetemedik, nem zsugorodik, mérettartó
- utófeldolgozható, pl. polírozás, csiszolás, festés stb.
Hátrányai:
- nem UV álló, beltérben használható tárgyak nyomtathatók vele
- eltömítheti a kisebb fúvókákat
- hőkezeléssel növelhető a hőállósága, de deformálódik
Fúvóka hőmérséklet: 190-220 Celsius-fok | Tárgyasztal: 45-60 Celsius-fok | Tárgyhűtés: 100%
PETG filament: glikol módosított polietilén-tereftalát, ismertebb nevén PET – ebből készül a 0,5 literes üdítőpalack -, ami némi glikol hozzáadásával készül. Ez is kezdőbarát filament, a PLA után ezzel érdemes próbálkoznotok.
Előnyei:
- olcsó
- nyitott nyomtatón lehet nyomtatni
- könnyű vele dolgozni
- nem vetemedik
- viszonylag későn, 70-75 Celsius-fok körül lágyul
Hátrányai:
- érzékeny a nedvességre, használat előtt szárítani kell
- nyomtatás után száraz helyen kell tartani (filament szárító vagy vákuumcsomagolás, szilika géllel)
Fúvóka hőmérséklet: 220-250 Celsius-fok | Tárgyasztal: 70-80 Celsius-fok | Tárgyhűtés: 50%
ABS filament: az akrilnitril-butadién-sztirol rövidítése. Ütésálló anyag, például remek tárolókat lehet belőle nyomtatni. Mivel hajlamos a vetemedésre, a warpingra, ezért zárt teret igényel, és nem szereti a hűtést, illetve a légmozgást sem. Kellemetlen szaga van, viszont nem lehet a nyomtatás közben szellőztetni, emiatt két lehetőségetek van: vagy zárt szerkezetű 3D nyomtatóval nyomtattok vagy kihelyezitek egy helyiségbe, ahol senkit nem zavar (műhelynyomtatók, hálózati eléréssel)
Előnyei:
- ütésálló
- kemény, szilárd anyag, nehezen deformálódik
- viszonylag magas hőmérsékleten, 90-95 fokon lágyul
- acetonnal utókezelhető, akkor fényes felületet kaptok
Hátrányai:
- zsugorodik, vetemedésre hajlamos (warping)
- nyomtatás közben gázt képez, emiatt büdös, alig lehet megmaradni mellette (emiatt utólagos szellőztetés szükséges)
- nem szereti a hűtést és a huzatot, zárt teret igényel a nyomtatása (a Core XY nyomtatók zárt háza alkalmas erre)
- tapadásjavító anyag szükséges hozzá
- nem UV-álló
- magas hőmérsékleten nyomható ki, emiatt nem minden 3D nyomtató alkalmas rá
Fúvóka hőmérséklet: 230-260 Celsius-fok | Tárgyasztal: 80-100 Celsius-fok | Tárgyhűtés: 0-10%
ASA filament: az akril-sztirol-akrilnitril rövidítése. Ütésálló műanyag, az ABS alternatívájaként fejlesztették ki, a legtöbb tulajdonsága az ABS-szel egyezik, de kültéren is használható, mert jobban ellenáll az UV sugárzásnak.
Előnyei:
- ütésálló
- kemény, szilárd anyag, nehezen deformálódik
- UV- és időjárásálló
- viszonylag magas hőmérsékleten, 90-95 fokon lágyul
- acetonnal utókezelhető, akkor fényes felületet kaptok
Hátrányai:
- drágább, mint az ABS
- zsugorodik, vetemedésre hajlamos (warping)
- nyomtatás közben gázt képez, emiatt büdös, alig lehet megmaradni mellette (emiatt utólagos szellőztetés szükséges)
- nem szereti a hűtést és a huzatot, zárt teret igényel a nyomtatása (a Core XY nyomtatók zárt háza alkalmas erre)
- tapadásjavító anyag szükséges hozzá
- magas hőmérsékleten nyomható ki, emiatt nem minden 3D nyomtató alkalmas rá
Fúvóka hőmérséklet: 230-270 Celsius-fok | Tárgyasztal: 80-100 Celsius-fok | Tárgyhűtés: 0-10%
Nejlon filament (PA): más néven poliamid, erős, ütésálló anyag. A nyomtatásnak nincs szaga, alapvetően használati tárgyakat, például gyorskötözők és hasonlók nyomtatása esetében érdemes a 3D nyomtatóba tölteni. Más anyagok ötvözőanyagaként szolgál, a karbon filamentek alapja sokszor PA.
Előnyei:
- erős
- ütésálló
- karbonszállal szokták keverni
- nyomtatás közben nincs szaga
- viszonylag magas hőmérsékleten, 110 Celsius-fok körül lágyul
Hátrányai:
- drága
- nem minden nyomtató képes kinyomtatni a magas nyomtatási hőmérséklet miatt
- érzékeny a nedvességre (egyes típusok eltérő mértékben)
- nagy, állandó terhelés alatt eldeformálódik (creeping), ez hőkezeléssel javítható
- zárt tér kell a nyomtatásához, mert vetemedésre hajlamos
- szárítani kell
Fúvóka hőmérséklet: 240-280 Celsius-fok | Tárgyasztal: 70-110 Celsius-fok | Tárgyhűtés: 0-10%
TPU filament: Termoplasztikus poliuretán, leginkább távirányítós autók kerékalkatrészeiről – pl. kerék – lehet ismerős. Rugalmas, formáját visszanyerő, hőre lágyuló anyag, a rugalmasságot a Shore skálán adják meg (a magasabb a keményebb).
Előnyei:
- rugalmas
- ütésálló
- alacsony hőmérsékleten is nyomható
Hátrányai:
- közvetlen meghajtású extruder kell hozzá, különben elakad (clog)
- lassan kell nyomtatni
- szálazik az anyag
- nagyon rátapad a teflon alapú (PEI) tárgyasztalokra
- tárolás közben óvni kell a filamentet a nedvességtől
Fúvóka hőmérséklet: 220-260 Celsius-fok | Tárgyasztal: 40-50 Celsius-fok | Tárgyhűtés: 100%
Polikarbonát filament (PC): polikarbonáttal napszemüvegek lencséjénél találkozhattok, erős, ütésálló, rugalmas, hőre lágyuló szerves műanyagról van szó. Ezt is szokták keverni karbonnal. Haladóknak ajánlott a magas hőmérséklet és a macerás nyomtatás miatt.
Előnyei:
- erős
- ütésálló
- nyomtatás közben nincs szaga
- viszonylag magas hőmérsékleten, 110 Celsius-fok körül lágyul
Hátrányai:
- drága
- speciális léptetőmotorok kellenek hozzá vagy folyadékhűtés, hogy a motorok kibírják a hőt
- ha karbonnal keverik, kemény fúvóka kell hozzá
- nem minden nyomtató képes kinyomtatni a magas nyomtatási hőmérséklet miatt
- zsugorodik
- zárt tér kell a nyomtatásához, mert vetemedésre hajlamos
Fúvóka hőmérséklet: 270-300 Celsius-fok | Tárgyasztal: 100-115 Celsius-fok | Tárgyhűtés: 0-10%
Polivinil alkohol filament (PVA): ez egy vízben oldódó, hőre lágyuló műanyag, csak azért említem meg, mert a kétfejes – dual extruderes – nyomtatók esetében sokat használják olyan támaszok létrehozására, amelyeket a modellből nehéz eltávolítani. A 3D modell kinyomtatása után vízbe merítve a PVA kioldódik és így nem kell a támaszt eltávolítani. Haladóknak ajánlott filament.
Előnyei:
- rugalmas
- vízben oldódik
- dual extruderes nyomtatás esetén, a 3D modellből utólag is eltávolítható anyag
- alacsony hőmérsékleten nyomtatható
Hátrányai:
- drága
- érzékeny a nedvességre, filamentszárító ajánlott hozzá
- haladóknak ajánlott
Fúvóka hőmérséklet: 195-210 Celsius-fok | Tárgyasztal: 60 Celsius-fok | Tárgyhűtés: 50%
Természetesen számtalan másik filament létezik a piacon, vannak világító anyagok, karbonszállal erősítettek, aminek az alapját mindig egy másik anyag képezi. Ezek nagyon igénybe veszik a nyomtatót, keményített fúvóka kell hozzájuk és az adagológörgőket is koptatja. Vannak továbbá fémporral kevert filamentek, HIPS – támaszanyag, spéci módon oldódik -, polipropilén, ami egy puha, szép felületű anyag, például kupakokat szoktak belőle gyártani. Vannak továbbá a nagysebességű nyomtatásra alkalmas filamentek, ezekhez csúszássegítő anyagokat kevernek. A Simplify3D oldalán van egy remek táblázat, ezt ajánljuk nézegetésre, illetve ugyanitt van egy másik aloldal, ami a különböző nyomtatási hibákat taglalja.
Tapadásjavító anyagok 3D nyomtatáshoz
Bizonyos filamentekhez érdemes tapadássegítő anyagokat használni. Ezek megkönnyítik a 3D modell tapadását a tárgyasztalhoz, különösen akkor, ha nem PEI – tehát „teflonos” fémlap – az anyaga, hanem üveg.
Egyes filamentekhez érdemes a tárgyasztalt bizonyos anyagokkal bevonni. Az egyik DIY okosság a hajlakk – Garnier Fructis Style Mega Strong -, amit a tárgyasztalra kell fújni. A másik a kapton szalag, amit nyomtatott áramkörök gyártásánál szoktak használni, ezt kell az üveglapra ragasztani. Léteznek továbbá vízben oldódó – tehát lemosható – PVA ragasztós stiftek, amiket szintén a felületre kell tenni. Aztán vannak különböző keverékek – például aceton+ABS műanyag -, amik nagyon tapadnak, de nehéz utána az anyagot eltávolítani a tárgyasztaltól. Ezek mind kísérletezést igényelnek, illetve nem feltétlenül egyszerű az anyagot felvinni vagy leszedni, például egy zárt házas, CoreXY rendszerű 3D nyomtatónál nem egyszerű hozzáférni a laphoz, sok szerelést igényel. A PEI bevonatos tárgyasztalok nagyrészt megoldják a tapadási problémákat.
Amennyiben most kezditek a kísérletezést, a legegyszerűbb az, ha valamelyik 3D nyomtatókat áruló boltból megveszitek a spéci anyagot, ami erre való. A lényeg az, hogy számítsatok arra, hogy bizonyos matériák nehezebben tapadnak.
Az FDM/FFF 3D nyomtató működése
Az FDM/FFF 3D nyomtatók viszonylag egyszerűen működnek. Arról már beszéltünk, hogy minden ilyen típusú nyomtató filamentet, vagyis egy feltekercselt, speciális szálat használ a nyomtatáshoz.
Ha nagyon leegyszerűsítjük a 3D nyomtatás folyamatát, akkor nem történik más, mint hogy a 3D nyomtató alaplapjára integrált mikroprocesszoron futó firmware a megkapott 3D modell állomány alapján, X, Y, Z koordinátákra mozgatja a nyomtatófejet és/vagy a tárgyasztalt. A 3D nyomtató kinyomja az extruder által adagolt filamentet egy forró fej – hot end – segítségével, egy fúvókán – nozzle – keresztül a tárgyasztalra és már kész is a 3D modell.
De honnan tudja a nyomtató, hogy hova kell mennie és hogyan teszi meg ezt az utat? Az első kérdésre könnyebb a válasz: a firmware a nyomtatófejet egy úgynevezett karteziánus – vagy kartéziai – koordináta-rendszerben – cartesian coordinates – mozgatja, aminek három tengelye van. Az X és az Y a szélesség és a mélység, míg a Z tengely a magasság jelölésére szolgál, így jön össze a 3D-s tér. A legtöbb FDM/FFF nyomtató karteziánus koordinátákat használ, ezért szokták őket kartéziai nyomtatóknak – angolul cartesian printers – is hívni.
Forrás: All3DP
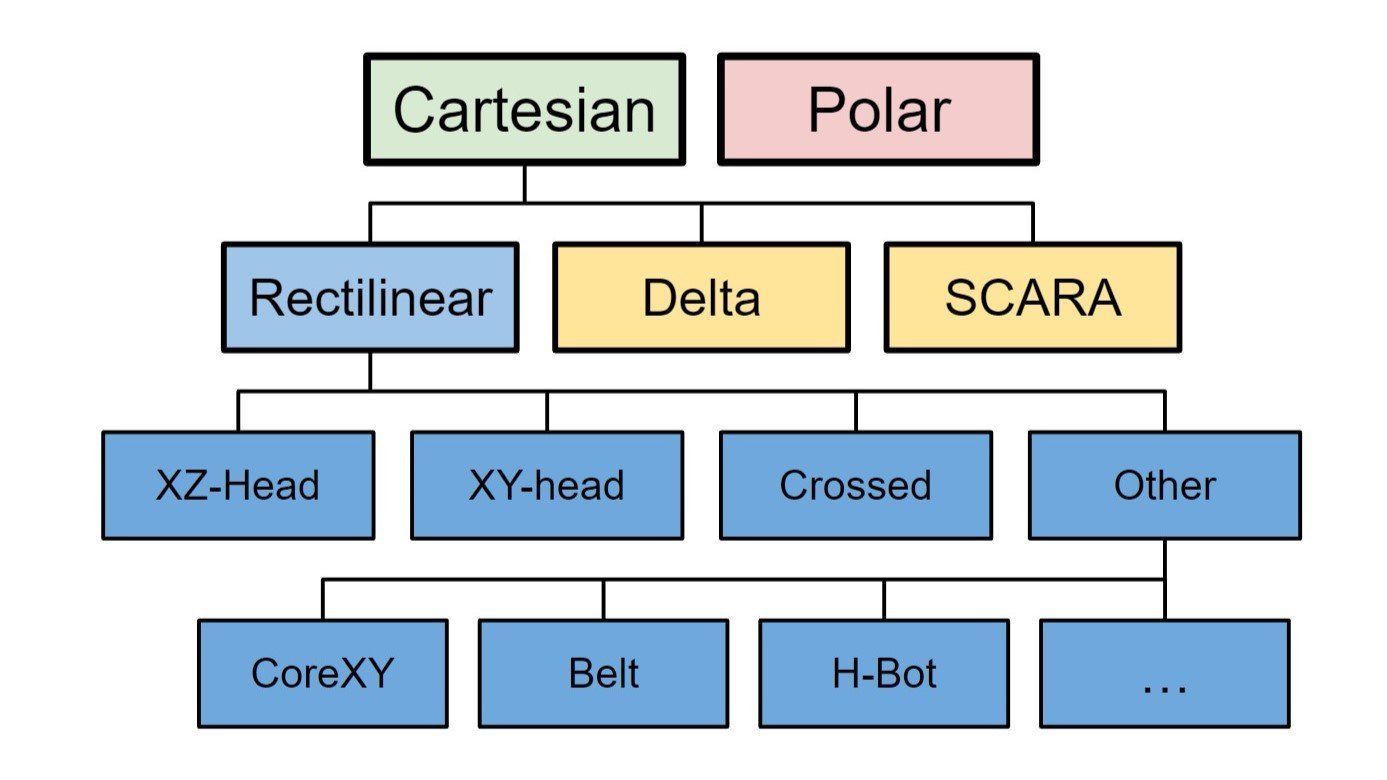
A második kérdésre a válasz bonyolultabb, ez ugyanis a 3D nyomtató fizikai felépítésétől és technológiai kialakításától függ. A kartéziai koordinátát használó 3D nyomtatóknak több alcsoportja van, léteznek rektilineáris nyomtatók, amik egy kereten szíjak – belt – és sínek – rail – segítségével mozognak, és egyenes vonalú mozgást végeznek, innen a rektilineáris elnevezés. Vannak a delta nyomtatók, amikre később visszatérünk és a SCARPA rendszerűek, ez utóbbi gyakorlatilag egy robotkar. Mivel nem igazán érhetők el kereskedelmi forgalomban hobbi célra árult termékek, ezért nem tárgyaljuk ezeket.
Mint látható a fenti képen, a rektilineáris nyomtatók között is van többféle altípus, az XZ-head a klasszikus 3D nyomtató, az óvodások is ilyennek rajzolnának le egy 3D printert zsírkrétával. Mivel kereskedelmi forgalomban nem kapható mindegyik – persze bárki építhet magának bármilyet -, ezért a fenti képen láthatókból csak az alábbiakat fogjuk tárgyalni:
- rektilineáris XZ-head, ami a klasszikus 3D nyomtató
- rektilineáris CoreXY, ami egy külső vázon, belül mozgó megoldás
- rektilineáris CoreXZ, ami egy kereten mozgó megoldás
- nem rektilineáris Delta, ami egy teljesen speciális kiépítés
A Rektilineáris XZ-head (i3-stílusú) 3D nyomtató
Az XZ-head típusú 3D nyomtatókat hívhatjuk hagyományosnak is, ebből van a legtöbb a piacon. Ahogyan minden ilyen berendezés, a nyomtató feje ebben a rendszerben is vagy fogasszíjak – belt -, vezetősínek – rail vagy pedig vezérorsók – lead screw – segítségével jut el a megfelelő koordinátára, amit léptetőmotorok – stepper motors – mozgatnak. Minden tengelyen egyetlen fogasszíj segítségével mozdul el a fej az XZ koordináták – ezért XZ-head a megnevezése – mentén, míg a tárgyasztal, amire a 3D modell kerül, az Y tengelyen mozdul be a fej alá. Vagyis, minden motor csak egyetlen tengelyt vezérel egyetlen fogas szíjjal és ezeken is lineáris, egyenes vonalú mozgást végeznek.
Az egész szerkezetet egy fordított L – kisebb nyomtatókat csak egy oldalról támasztják meg – vagy H betűt formázó keretre szerelik fel, ami egy, az alaplapot és az egyéb részegységeket magában foglaló dobozon áll, és úgy néz ki, mint egy “kapu”, ez alatt mozog a tárgyasztal az Y tengely mentén. Ez egyben azt is jelenti, hogy a tárgyasztal a 3D nyomtató síkjából ki tud mozogni előre és hátra – ezért hívják őket bed slingernek is, ami magyarra lefordíthatatlan -, emiatt rengeteg helyre van szükségük. Ennek a felépítésnek nagy előnye, hogy nagyon egyszerű és olcsó megépíteni, cserébe, mivel nem öleli körbe egy váz a nyomtatót, ezért elég sok vibrációval dolgozik. A rezgések csökkentésére egyes típusok segédtámaszokat használnak, ez a support strut – pl. Elegoo Neptune 4 Plus és Max -, amik merevítik a keretet és csökkentik a rezgéseket. Szerencsére, mára a modernebb firmware-ek rendelkeznek a rezgéseket és a vibrációkat kiküszöbölő szoftveres eljárásokkal.
Összefoglalva, ha azt látjátok, hogy egy nyomtatót az “i3-style”, a “bed-slinger”, az “XZ-head” jelzővel illetnek, akkor az mindig erre a típusra vonatkozik.
Rektilineáris XZ-head típusú (i3-stílusú) 3D nyomtatók előnyei
- olcsó
- iszonyatosan nagy a választék
- egyszerű felépítés, nagyon elterjedt
- könnyű fejleszteni
- nagyon jól mozog egyenes vonalon
- lehet direct drive extruderes (erről később bővebben)
- nagyon széles a felhasználók köre, könnyű a közösségtől kérdezni, ha baj van
Rektilineáris XZ-head típusú (i3-stílusú) 3D nyomtatók hátrányai
- nehéz a nyomtató a vastag keret miatt
- nagy hely kell(het) hozzá (a tárgyasztal kimozog a nyomtató síkjából)
- lassú, mivel minden tengely mentén külön kell mozognia a fejnek
- vibrációra hajlamos, emiatt elméletileg kevésbé szép nyomtatási minőséget produkál (de erre vannak vibráció kompenzáló eljárások, mint az input shaping)
Rektilineáris CoreXY típusú 3D nyomtatók
A CoreXY típusú 3D nyomtatók felépítésükben hasonlók az XZ-head típusú 3D nyomtatókhoz azzal a különbséggel, hogy a keret kialakítása és a fej mozgatása máshogyan történik. Ami egyből lebuktatja a CoreXY 3D nyomtatókat, az a kinézet. Szinte az összes ilyen rendszerű eszköz egy “dobozban” kap helyet, ami tulajdonképpen egy kocka alakú váz, amit esetenként oldallapokkal is ellátnak – ezek levehetők -, így lehetnek nyitottak vagy zártak.
Miért van szükség a vázra? Azért, mert a CoreXY típusú 3D nyomtatók két nagyon hosszú fogas szíjjal dolgoznak, amiket a váz sarkaiba rögzítenek az X tengely mentén, és körbefutnak a vázban egymás felett és alatt. Emlékeztek még, hogy az XZ-head típusú nyomtatók esetében egy fogas szíjat mozgatott egy motor, amitől a fej az egyik tengely mentén, lineárisan, egy irányba mozdult el? A CoreXY 3D nyomtatók esetében egyetlen szíj elmozdulásával a nyomtatófej diagonálisan – vagyis srégen – mozdul el, egyszerre két tengely – az X és az Y – mentén. A tárgyasztal itt a Z tengelyen helyezkedik el – a rektilineáris esetében az Y-on mozog előre-hátra – egy vagy két vezérorsó mentén és tulajdonképpen a fej és a tárgyasztal távolságát szabályozzák vele.
A diagonális X+Y mozgásnak két hozadéka van: az ilyen rendszerű nyomtatók nagyon gyorsak, viszont sok rezgést keltenek, ami miatt nagyon merevnek kell lennie a keretnek, ezért is van többek között egy váz a nyomtatási tér körül. A nagy sebességet úgy érik el, hogy a váz felső részére – mivel a Z tengelyen nem kell mozognia a fejnek, oda a tárgyasztal emelkedik fel – két keresztrúdon mozgó kocsit – angolul carriage – szerelnek, ezen mozog a 3D nyomtató feje, attól függően, hogy a léptetőmotorok melyik irányba húzzák meg a fogas szíjat. Ha egy fogas szíj mozog – vagyis egy motor működik -, a fej diagonálisan halad, ha kettő, akkor lineárisan. Ez azt eredményezi, hogy a CoreXY rendszerű 3D nyomtatók könnyebben mozognak diagonálisan, mint lineárisan, mert ilyenkor a két motor tevékenységét szinkronizálni kell. Van még egy trükk a fej gyors mozgatásának elérésre: a bowdenes extruder. Ilyenkor a filament adagoló nem a fejjel van egyben, hanem a váz oldalához rögzítik, és egy bowden csövön – PTFE – keresztül adagolják a filamentet. Az újabb CoreXY modelleken viszont már láttam direkt meghajtású extrudert is, pl. Creality K1 széria esetében.
A másik műszaki kihívás CoreXY 3D nyomtatóknál a megfelelő szíjfeszítés. Minél hosszabb a szíj – márpedig itt pokoli hosszú -, annál nehezebb pontoson megfeszíteni azt, ráadásul vannak olyan CoreXY 3D nyomtatók, ahol a szíjakat nem párhuzamosan egymás alatt és felett, hanem keresztben vezetik el – például Ender-3 V3 és V3 Plus CoreXZ nyomtatók -, ami egy meglehetősen összetett rendszert eredményez. Egy jól megépített CoreXY 3D nyomtató cserébe nagyon gyors és pontos nyomtatást teszt lehetővé. Mivel a tárgyasztal beáll a Z tengelyen a nyomtató alá és nem mozog ki oldalra, ezért kompaktabb építést teszt lehetővé a CoreXY elrendezés, mint a XZ-head és mivel a váz is adott, így oldalról leburkolható a szerkezet.
A zárt burkolatnak – enclosure – szintén vannak előnyei, többek között védett a huzat ellen, felfűthető, benntart bizonyos szagokat és szigeteli a zajt is. Cserébe meg kell oldani a szellőztetését, amit általában egy meglehetősen hangos ventilátor végez el egy szénszűrős betéten keresztül. A CoreXY nyomtatók, mivel magasabb a bekerülési költségük, általában prémium termékek, és sok különleges funkciót is tartalmaznak.
A rektilineáris CoreXZ típusú 3D nyomtatók – például Creality Ender-3 V3 – a CoreXY és az XZ-head nyomtatók keverékei. A CoreXZ nyomtató úgy néz ki, mint egy rektilineáris XZ-head nyomtató, de a CoreXY logikáját használja, illetve a tárgyasztal továbbra is az Y tengely mentén mozog. Ebben az esetben a keretbe rejtik el a szíjhajtást. Nem elterjedt nyomtatófajta, tulajdonságaiban a kettő rendszer keveréke, viszonylag kevés vele a tapasztalat.
Rektilineáris CoreXY típusú 3D nyomtatók előnyei
- gyors
- jobb diagonális mozgás
- merev váz, kevesebb rezgés
- precíz nyomtatást tesz lehetővé (könnyebb fej, extra rögzítés, kevesebb hiba, pl. szellemképes nyomtatás, amit a ringing/rippling/ghosting szavakkal illetnek)
- zárható ház, ami miatt könnyebb az állandó hőmérséklet fenntartása, huzatvédett, van elszívás stb.
- pont annyi helyet foglal el, mint a keret, nincs tárgyasztal kilengés, mint a bed slingerek esetében
- mivel sokszor ez egy prémium kategória, sok extrát szoktak adni (pl. kamera)
Rektilineáris CoreXY típusú 3D nyomtatók hátrányai
- drága
- csak szíjhajtás lehetséges az XY tengelyen (pl. vezérorsós vagy sínes nem)
- nehéz fejleszteni, mert viszonylag zárt a rendszer
- régen bonyolult volt az összeszerelésük, de mára vannak out-of-the-box megoldások
- tapasztalataim szerint a gyors nyomtatás zárt térben extra hőt termel, amit egy magas fordulatszámon forgó ventilátorral vezetnek el, vagyis hangos a nyomtatás
Nem rektilineáris Delta típusú 3D nyomtatók
A Delta 3D nyomtatók nem rektilineáris mozgást végző nyomtatók. Ez azt jelenti, hogy nem a 3 tengely mentén végeznek lineáris vagy diagonális mozgást, hanem szabadon mozognak a térben. Viszont ezek is a kartéziai koordinátákat használják, ezért egy főcsoportba szokták őket sorolni az előbbiekkel.
A Delta 3D nyomtatók felépítése különleges. Itt is több léptetőmotor felel a mozgásért, de a tárgyasztal fix, sem a Z, sem az Y tengelyen nem tud mozogni. A Delta 3D nyomtatók úgy működnek, hogy egy háromszög formájú alap sarkaira 3 darab sínt rögzítenek, amin tartókarok lógnak – jellemzően oldalanként 2, tehát összesen 6 -, ezek ölelik körbe az extrudert és a nyomtatófejet. A karok a síneken csak fel és le tudnak elmozdulni, de mivel egymástól függetlenül is képesek erre, ezért a térben bármilyen irányban ki tudják a fejet téríteni.
A Delta felépítésnek van néhány sajátossága. Mivel a karoknak a 3D nyomtató fejét le kell engednie a tárgyasztalig, és a felső végállásba is fel kell mozogniuk, a nyomtatási magasságból ki kell vonni a karok által elhasznált helyet. Ez két dolgot eredményez: a Delták keskenyek és magasak. Minél szélesebb a tárgyasztal, annál magasabbra kell építeni a Delta 3D printereket, mivel így hosszabb karokra van szükség, hogy a tárgyasztal minden pontjára el tudják mozgatni a fejet. A tárgyasztal formája sokszor nem négyzet, hanem kör alakú, emiatt csak két értéket adnak meg a 3D tárgyak méretére: a hengeralap átmérőjét és a hengerpalást magasságát. Vagyis, a Delta 3D nyomtató viszonylag magas, de nem túl széles és mély tárgyak kinyomtatására a legjobb.
A Delta nyomtatókat nagy sebességre tervezték. Emiatt nagyon könnyűnek kell lennie a nyomtatófejnek, ezért a legtöbb Delta 3D nyomtató bowdenes extrudert használ, illetve a nehéz motorokat elrejtik a nyomtató vázában. A váznak nagyon merevnek kell lennie, mert keskeny és magas, mégis stabilnak kell maradnia, ezért jellemzően teljesen fémből készül. A fentiek azt eredményezik, hogy a Delta 3D nyomtatók meglehetősen drágák. Cserébe brutálisan gyorsak, akár 1200 mm/s sebességet és 40 000 mm/s2 gyorsulást is képesek elérni. Az Flsun S1 modell ilyen, ami kevesebb, mint 8 perc alatt kinyomja a referenciának használt Benchy kishajó 3D modelljét, meglehetősen jó minőségben.
Végezetül semmi nem mozog olyan iszonyatosan menő módon, mint egy Delta 3D nyomtató. Percekig lehet bámulni ezt a mérnöki csodát, egyszerűen annyira lebilincselő a működése.
A Delta típusú 3D nyomtatók előnyei
- nagyon gyors
- precíz nyomtatást tesz lehetővé, mivel a tárgyasztal egyáltalán nem mozog
- a sajátos felépítés miatt zárható a ház, ezért könnyebb az állandó hőmérséklet fenntartása, huzatvédett, van elszívás stb.
- mivel sokszor prémium kategóriás eszközök, sok extrát szoktak adni (pl. kamera, LiDAR szenzor stb.)
- annyira jól néz ki, ahogy mozog, hogy már ezért is megvennénk egyet
A Delta típusú 3D nyomtatók hátrányai
- drága
- nehéz fejleszteni, mert viszonylag zárt a rendszer
- nagyon kevés gyártó foglalkozik vele, kis típusválaszték
- keskeny és nagyon magas felépítés miatt csak az ilyen arányú tárgyak nyomtatására jó
- ha baj van vele, nehéz kitől kérdezni, mert kevés van a piacon, így a tapasztalat is kevés vele
A 3D nyomtató részegységei, melyik miért fontos
Az FDM/FFF 3D nyomtatók részegségei
Alaplap (motherboard)
Minden 3D nyomtató házában van egy alaplap, ami az elektronikai részegységeket fogja össze. Terjedelmi okokból leegyszerűsítve a dolgokat, a legfontosabb az, hogy a benne lévő hardveren – a legtöbb esetben valamilyen 32-bites TMC alapú chip – milyen firmware fut. A firmware az a kód, ami a 3D nyomtató alap beállításait vezérli, illetve feldolgozza a 3D modell Gcode állományát, amit a slicer szoftver kiküld a nyomtatóra. Ez olyan információkat tartalmaz, mint hogy hova menjen a fej, ott mit csináljon, mennyire legyen meleg a tárgyasztal, hogyan darabolja fel a 3D modellt a nyomtató, és így tovább. Minél modernebb a firmware, általában annál több olyan rutint tartalmaz, ami a nyomtatást precízebbé teszi vagy javítja a minőséget – pl. input shaping, vibration compensation, pressure advance -, és természetesen az újabb variánsok nagyobb teljesítményre képesek, illetve hibajavításokat is tartalmaznak.
A firmware-eknek két fajtája van, gyártóspecifikus – proprietary – és nyílt forráskódú, vagyis open source. Utóbbit jobban szereti a közösség, mert mindenfélét bele lehet fejleszteni, előbbinek viszont értelemszerűen jobb a gyártói támogatása, illetve a gyártó hardverein hatékonyabban működ(het)nek. A 3D nyomtatók firmware cseréje haladó szintű tudást és mélyebb ismereteket igényel, így itt nem foglalkozunk vele. Elég annyit tudnotok, hogy egyre több nyomtató jön ki nyílt forráskódú firmware-rel, aminek a legismertebb változata a Klipper. Egyes, korábban más firmware-t használó gyártók – pl. Creality – is átváltottak rá, bizonyos modelljeiknél. Az ismertebb firmware-ek:
- Klipper (open source)
- Marlin (open source)
- Prusa (Marlin módosított változata, proprietary)
- Repetier
- RepRap
- Smoothieware
Melyiket válasszátok: erre nem mindig van lehetőség (pl. a Prusa és a Bambu Lab a sajátját használja), de ha firmware alapján akartok nyomtatót választani, akkor a cikk írása pillanatában a Klipper a legnépszerűbb nyílt forráskódú firmware.
Tárgyasztal (bed, heated bed)
A tárgyasztal az a felület, amire a 3D nyomtató a 3D modellt rétegenként felépíti. A modern megoldások automatikusan beszintezik magukat – auto bed leveling – és fűtöttek, ami meghatározza, hogy milyen anyagokat lehet hatékonyan kinyomtatni rájuk. Egyes nyomtatóknak szegmentált a tárgyasztala, vagyis nemcsak egyben, hanem szekciónként is felfűthetők.
A tárgyasztal egyik legfontosabb jellemzője a rá kinyomtatható tárgy mérete. Ezt általában 3 dimenzióban adják meg, az X*Y*Z tengelyek mentén. Például 300x300x400 mm, ami a szélesség x mélység x magasság értékekből áll össze. A Delta printereknél csak két értéket jelölnek, a hengeralap átmérőjét és a hengerpalást magasságát.
A tárgyasztal másik fontos tulajdonsága, hogy a felülete milyen anyagból van. Régebben hőtűrő üveget –
carborundum bevonattal – használtak, manapság poliéterimid – PEI sheet – bevonatú, hajlítható lapot alkalmaznak. Ez egy karbantartásmentes anyag, amit általában egy mágnesezhető alapra visznek fel. A nyomtatás elkészültekor ez leemelhető a 3D modellel együtt, meghajlítható, így a modell leválik a bevonatról. Elvileg feleslegessé teszi a további felületkezelést – lakkokat, féktisztítót és a hasonló célanyagokat -, illetve a 3D modellekhez használt leválasztó alapot, aminek a variánsait raftnak, skirtnek, illetve brimnek is neveznek.
Léptetőmotorok
A három tengely mentén végzendő mozgást valósítják meg. Általában egy fogasszíjat húznak, ami elmozdítja a megfelelő tengelyen a nyomtatófejet vagy a tárgyasztalt. CoreXY rendszerekben a Z tengely mentén szíj helyett vezérorsót használnak. A nyomtató egyik zajforrása a ventilátorok mellett.
Szenzorok
A modern 3D nyomtatókban többféle szenzort is alkalmaznak. A legismertebb talán a végállás kapcsoló, ami nem csinál mást, mint megmondja, hogy melyik tengely hol ér véget.
Szintén viszonylag sűrűn előforduló érzékelő a filament szenzor, ami a feltekercselt anyag kifogyását figyeli és leállítja a nyomtatást, ha ez megtörténik. Vannak továbbá hőmérséklet szenzorok a nyomtatófejben és a tárgyasztalnál, illetve egyes modellek az átfolyó anyag mennyiségét is kijelzik.
A drágább 3D nyomtatók komolyabb megoldásokat is tartalmaznak, például LiDAR szenzort – Flsun és Bambu Lab márkák -, amivel az első réteg hibáit lehet többek között kiküszöbölni.
Filament adagoló (extruder)
Az extruder adagolja a filamentet a nyomtatófejnek. Két irányba tudja mozgatni, betölti, ez a load, vagy visszahúzza, ez a retract. Kétféle típusa létezik: direkt meghajtású, amikor a nyomtatófejjel egybeépítik és a bowdenes. Előbbi esetében a hátrány az, hogy nagyobb a tömege, így nehezebb mozgatni a fejet, cserébe kompaktabb a megoldás és a rugalmasabb filamenteket jobban kezeli. A másik a bowdenes extruder, amikor az adagolót és a nyomtatófejet egy elasztikus cső – PTFE – köti össze. Ez könnyebb fejet eredményez, amit gyorsabban és pontosabban lehet mozgatni. Több PTFE csövet egyszerűbb a fejhez vezetni, így a több extruderrel dolgozó rendszerek – ahol egynél több filamenttel nyomtatnak – is bowdenesek. A modern, egy extruderes nyomtatókban a direct drive extruderek az elterjedtebbek.
Nyomtatófej (hot end)
A nyomtatófej az a részegység, ami megolvasztja a filamentet és kinyomja a tárgyasztalra az anyagot. Egy fűtőmodult – heat block – tartalmaz, illetve egy fúvókát, ez utóbbinak a keresztmetszete és az anyaga számít.
Minél kisebb a fúvóka keresztmetszete – bore diameter -, annál vékonyabb lesz a kinyomott anyag, jobb lesz a minőség, cserébe lassabb lesz a nyomtatás. A legkisebb fúvókaméret – a luk, ahol kijön a megolvasztott filament – valahol 0,2 mm körül van, a sztenderd a 0,4 mm-es, míg a 0,8 mm-es már viszonylag nagynak számít. Ez utóbbin gyorsabban folyik át az anyag, mert nagyobb a keresztmetszet, vagyis az azonos átfolyási anyagmennyiséghez le kell lassítani a nyomtatást.
A fúvóka többféle anyagból készülhet, de általában bronz, réz, edzett acél, volfrámkarbid, illetve létezik még a Nozzle-X, ami egy keményített bevonatú anyag. Alapvetően három tulajdonság számít: hővezető képesség – conductivity -, a hőtartó képesség – heat capacity – és a keménység – hardness -. Az első azt mondja meg, mennyire gyorsan fűthető fel a fej, a második azt, mennyire egyenletesen tartja a hőt, a harmadik pedig azt, hogy mennyire koptatja a fúvókát a benne haladó filament. Ez utóbbi bevonatokkal javítható, például nikkelt használnak a réz fejekhez. Minél keményebb a filament, annál jobban smirglizi a fúvókát, például egy fém vagy karbon tartalmú sokkal jobban, mint a normál PLA, ebből következik, hogy bizonyos filamentekhez fúvókát kell cserélnetek. Bővebben ebben a videóban okosodhattok, angolul.
A nyomtatófejeknek van még egy gyakorlatban sokszor előkerülő tulajdonsága: mennyire bonyolult a cseréje. Vannak gyorsan cserélhető – quick swap – fejek, míg a hagyományosak igényelnek némi csavarozást. Sok gyártó csinál spéci fejeket, amiket utána csak tőlük lehet beszerezni, ilyen a Creality Unicorn névre keresztelt fúvókája. Fontos, hogy a fúvóka törzsén lévő menet hossza és típusa egyezzen azzal – pl. a Volcano nozzle hosszabb a hagyományosnál -, amit a nyomtatótok fogadni képes, különben nem tudjátok majd betekerni azt a nyomtatófejbe. Vannak nagyon drága fúvókák is, mint az Olsson Ruby, de kezdőként nem érdemes a témát túltolni.
Keret (frame)
A nyomtató kerete az, ami a többi alkatrészt összefogja, ezen mozog a mechanika. Minél gyorsabb egy nyomtató, annál merevebb keretre van szükség, hogy a kilengéseket elnyelje. Minél könnyebb a nyomtatófej, annál kevesebb rezgést kelt mozgás közben és annál könnyebb felgyorsítani is. A keretet szokták kiegészítő támaszokkal – support strut – tovább merevíteni.
A CoreXY és Delta nyomtatók esetében egy külső váz is határolja az alkatrészeket, aminek az oldallapjai letakarhatók, így egy teljesen zárt rendszer hozható létre.
Ventilátorok
Egy 3D nyomtatón általában többféle ventilátor is található. Szokták hűteni a tárgyat a gyorsabb és egyenletesebb megszilárdulás érdekében, a nyomtatófejet, illetve egy zárt házas 3D nyomtató esetében egy elszívó ventilátor is szokott lenni, ami a házon kívülre juttatja a levegőt, általában egy szén szűrőn keresztül. Mivel a ventilátor az egyik fő zajforrása a nyomtatónak, ezért ezeket szokták jobb minőségűre cserélni vagy a fordulatukat szabályozni. Sok újabb nyomtató esetében a ventilátor fordulatot a kijelzőjén vagy a webszerveren keresztül is lehet állítgatni.
Filament tartó
Általában nem több mint egy műanyag vagy fém rúd peremmel, ami megtartja a filament tekercset. Azoknál a rendszereknél érdekes, ahol több színt tud keverni a nyomtatófej, értelemszerűen több tartó is van.
Tápegység
A tápegység szolgáltatja az áramot a nyomtató működéséhez. Egyes modelleknél cserélhető. Teljesítményéből lehet következtetni a 3D nyomtató fogyasztására és a költségekre.
Kijelző
Kijelzők gyanánt általában LCD panelt használnak a 3D nyomtatók esetében, de nem minden típuson van ilyen. A nagyon olcsó 3D nyomtatók csak egy SD kártya foglalatot kapnak, illetve egy indítógombot, amivel felolvassa a nyomtató a 3D modell állományt. Egyes 3D nyomtatók esetében – pl. Ankermake M5C – pedig vezeték nélküli kapcsolaton, távolról érhető el és vezérelhető az eszköz.
Csatlakozási lehetőségek
Minden 3D nyomtatón van valamilyen csatlakozási lehetőség, általában micro SD vagy USB csatlakozó formájában. Ezekbe adathordozót dugva lehet eljuttatni a firmware-nek a 3D modelleket kinyomtatásra. A modernebb 3D nyomtatók esetében szokott lenni LAN vagy WiFi csatlakozás is, ilyenkor egy webszerver fut a nyomtatón, ahol a paraméterek állítgatására, illetve monitorozásra is lehetőségetek nyílik.
A 3D nyomtatás előnyei és hátrányai
Alapvetően nem mindenkinek van szüksége 3D nyomtatóra, de egy kicsit mindenki kíván egyet, mert nagyon érdekes a technológia. Jó azonban, ha tisztában vagytok azzal, a birtoklásuk milyen előnyökkel és hátrányokkal jár:
A 3D nyomtatás előnyei:
- remek kreatív hobbi
- számtalan használati tárgy legyártható vele
- készíthettek egyedi ajándéktárgyakat
- megtanulható vele a 3D tervezés, de aki nem akar ennyire elmélyedni, az is megtalálja a számítását
- elektromechanikai ismereteket szerezhettek
- ma már 100 000 forint alatt is találhatók használható modellek
- a kellékanyagok nem vészesen drágák
- az FFF nyomtatás viszonylag alacsony költségekkel kivitelezhető
A 3D nyomtatás hátrányai:
- sok esetben nincs ötlete a felhasználóknak arra, pontosan mit is gyártson, így készül egy csomó, felesleges porfogó
- a nagyméretű tárgyasztallal rendelkező nyomtatóknak meglepően sok hely kell
- egyes nyomtatók nagyon hangosak
- egy fűtött tárgyasztal és egy hosszabb FFF nyomtatás sok áramot tud fogyasztani
Hogyan válassz 3D nyomtatót magadnak?
Alapvetően azt kell eldöntened, hogy mekkora költségkerettel rendelkezel és hogy out-of-the-box megoldást keresel vagy szeretsz szerelgetni – tinkering – és modolni. Szintén fontos, és viszonylag kevesen gondolnak rá, hogy a nyomtatók helyigényesek és azért vannak belőlük kifejezetten hangos modellek is. Az FFF nyomtatás alapvetően kevésbé macerás, mint az SLA, ezért azt javasoljuk kezdőknek, ráadásul látványosabb is és kevesebb elővigyázatosságot igényel, mint a gyanta használat.
Pár ökölszabály, ami megkönnyíti a választást:
- ha még életetekben nem láttatok 3D nyomtatót, valami olcsó, out-of-the-box megoldást válasszatok, de még jobb, hogyha elmentek egy ismerősötökhöz, akinek van és kipróbáljátok
- döntsétek el, mennyi időt és energiát akartok rászánni a hobbira, illetve akartok-e 3D modellezni (nem szükséges) vagy sem
- találjátok ki, mire akarjátok használni a 3D nyomtatót: funkcionális tárgyakra, amiknek sokféle anyagból kell állnia, jobb a filamentes nyomtatás, dizájn tárgyakhoz, figurákhoz a gyantás a jobb
- ha több színnel akartok egyszerre nyomtatni, akkor több extruderes 3D nyomtatót kell vennetek
- kültéri tárgyakhoz UV álló anyagokat kezelő 3D nyomtatók szükségesek
- kezdők az FDM/FFF 3D nyomtatókat válasszák, vagyis a filamenttel dolgozókat
- gyerekeknek kisméretű FFF nyomtatókat érdemes venni, és felügyelet mellett használni, a gyantások kerülendők
- ha csak a felbontás a lényeg, akkor SLA 3D nyomtató
- ha a felbontás és az élettartam a lényeg, akkor DLP 3D nyomtató
- magas és hosszú tárgyakhoz a Delta rendszerű 3D nyomtató a megfelelő
- vannak conveyoros 3D nyomtatók, itt az egyik tengely végtelen hosszú, tulajdonképpen a tárgyasztal egy futószalag, ezek tökéletesek otthoni, nem ipari tömeggyártásra
- olvassatok utána melyik nyomtató csendes és melyik nem, mert egy többórás, zajos 3D nyomtatás elveheti a kedveteket
- az egyik döntő kiválasztási tényező a kinyomtatható tárgyméret szokott lenni. Általában a sztenderd modellek mellett szokott lenni egy Plus és egy Max jelölésű is, nagyobb tárgyasztallal
- az extrákért mindig fizetni kell, sokat
- érdemes olyan filamentes 3D nyomtatót venni, amelyiknek a tárgyasztala mágneses PEI lappal van ellátva, mert erről könnyebb leszedni a modelleket és nem kell tapadássegítő anyagokat sem használnotok
Gyakran ismételt kérdések
Milyen 3d nyomtató fajták vannak?
Alapvetően két nagy kategóriába soroljuk őket: gyantás vagy filamentes. Előbbi pontosabb, szebb nyomatot ad, de lassabb és elég sokba kerül bele a resin. Utóbbi felhasználóbarát és nagyon olcsó üzemeltetni.
Gyantás vagy filamentes nyomtatót vegyek?
Ha kezdő vagy és nem akarsz nagyon részletes 3D modelleket nyomtatni, akkor filamentes nyomtatót. Ha már van tapasztalatod, szeretnél nagy felbontású tárgyakat és nem bánod, hogy nagyobb odafigyelést igényel az anyagok használata, jöhetnek a gyantás 3D nyomtatók.
Melyik a legjobb 3D nyomtató?
A legsűrűbben feltett kérdés, és nagyon nehéz rá választ adni. Ha a minél kevésbé problémás 3D nyomtatás a cél, akkor a 3D nyomtatók “Apple-jét”, a Bambu Lab valamelyik termékét javasoljuk. A legnagyobb legenda mindazonáltal a Prusa gyártó, kiváló terméktámogatással. Vannak továbbá extrém letisztult modelleket készítő 3D nyomtató gyártók, mint az AnkerMake. Tehát ha átfogalmazzuk úgy, hogy Melyek a legjobb 3D nyomtatók?, akkor a Bambu, a Prusa, az Anker a Creality termékei is ajánlhatók.
3D nyomtató otthonra? Melyiket vegyem?
A legfontosabb egy otthoni 3D nyomtató esetében a biztonság. Az összefoglaló néven SLA – tehát nem FDM – nyomtatók mellé mindenképpen aktív elszívás kell, mert a gyanta által kibocsájtott gáz mérgező. Szintén igaz ez egyes FDM anyagokra is, így a legjobban akkor jártok, ha PLA, PETG és hasonló filamentekkel kezdetek.
3D nyomtató kezdőknek vagy ajándékba
A 3D nyomtatás mint hobbi elég sok tanulással jár. Kezdőknek azokat a modelleket ajánljuk, amik nem pokoli drágák, egyszerű őket használni és ha mégsem jön be a téma, könnyű eladni. Ilyenek például a Bambu Lab olcsóbb 3D nyomtatói.
Melyik a legjobb műhelynyomtató?
Egy műhelyben az a jó, hogy nem a hagyományos életteretek része. Néha lehet benne hangzavar, kosz, illetve mindenféle mocsokkal járó dolgot is itt csinál az ember és még szellőztetni is lehet. Ehhez egy olyan 3D nyomtató illik, ami:
- távolról vezérelhető, tehát LAN vagy WiFi kapcsolattal rendelkezik
- lehet hangos (és cserébe gyors) és nyomtathat sokáig
- lehet nagy tárgyasztala, hiszen rengeteg hely áll rendelkezésre
- lehet SLA rendszerű, hiszen van hol tárolni a takarításhoz szükséges cuccokat és nem baj, ha összekoszoltok ezt-azt
- lehet monitorozni kamerán keresztül
- esetlegesen clusterbe fogható egyszerre több modell
- alkalmas sokszorosításra
A fentiek alapján a nagy méretű, zárt CoreXY, a conveyoros, sokszorosításra alkalmas vagy a gyantás 3D nyomtatók jöhetnek szóba.
3D nyomtató “tömeggyártásra”: melyik a legjobb?
Ez elsődlegesen attól függ, mit szeretnétek nagy tételben gyártani és annak milyen minőségűnek kell lennie. Nagy tételben gyártani otthoni körülmények között kétféleképpen lehet: vagy egy olyan nyomtatóval, amelyiknek az egyik tengelye végtelen hosszú, tehát futószalag szerűen leesik a kinyomtatott tárgy a végén – például Creality CR30 – , vagy pedig kis modellméret esetén – például egy csapatnyi ork figura legyártásakor – a tárgyasztalra elhelyezett azonos modellek egyidejű kinyomtatásával, ezekre alkalmasak az SLA rendszerű 3D nyomtatók.
Milyen 3D nyomtató való egy kezdőnek?
Ez attól függ, hogy ti a kész megoldásokat szeretitek, vagy pedig a mókolást, illetve fontos-e a jövőbeni fejlesztési lehetőség. Ha csak bele akartok kóstolni a hobbiba, akkor egy olcsó rektilineáris, filamentes nyomtatót javaslunk, ilyeneket már 60-70 000 Ft körül is be lehet szerezni. Amit nehéz megváltoztatni, az a nyomtatandó tárgyak mérete, ez lesz az egyik kötöttség az out-of-the-box megoldások esetében. Cserébe a legtöbb esetben 10-15 perc alatt összeszerelhetők az ilyen 3D nyomtatók.
Ha a DIY modolgatás a cél, akkor érdemes ez ügyben egy kicsit fórumozni, mert rengeteg ötletet lehet meríteni olyan helyekről, mint például a Reddit. Az utólagos fejlesztésekről azt érdemes tudni, hogy nekünk is van egy régebbi Creality Ender 3 nyomtatónk, aminek ugyan a bekerülési ára alacsony volt, de ha összeszámoljuk a ráköltött összegeket, akkor ma már egy nagyságrenddel jobb nyomtatót lehet ezért a pénzért kapni. Szóval érdemes előre végiggondolni, hogy pontosan mit szeretnétek a későbbiekben.
Milyen anyagokkal nyomtassanak a kezdők?
PLA-val érdemes kezdeni, ez viszonylag alacsony hőfokon olvad, könnyű nyomtatni vele és nem büdös vagy mérgező.
Milyen 3D nyomtatót vegyek a gyerekeknek?
Minél olcsóbbat, egyszerűbbet és kisebbet. A fiatalok estében nehéz megítélni, mennyire köti le a figyelmüket egy 3D nyomtató, illetve hajlandók-e beletenni az időt és energiát a technológia megtanulásába.
Milyen 3D nyomtatót vegyek kisméretű lakásba?
Nagyjából ugyanaz rá a válasz, mint a milyen 3D nyomtatót vegyek a gyereknek kérdésre, azzal a különbséggel, hogy érdemes a minőségibb darabok közül válogatni, ha hosszabb távra terveztek. Tippünk: Prusa Mini, Bamboo Lab Mini.
Melyek a legjobb prémium 3D nyomtató márkák?
A 3D nyomtatók Szent Grálját régóta a cseh Prusa márka tartja a kezében. Sok mindenben úttörők voltak, nagyon jó a minőségbiztosításuk, az after sales szolgáltatásaik, illetve őket másolja számtalan más gyártó is, pl. a Sovol.
A 3D nyomtatók “Apple”-je azonban a Bamboo Lab cég, akik out-of-the-box megoldásokat kínálnak remek minőségben, magas műszaki színvonal mellett. A két márka viszont meg is kéri az árát a termékeinek.
Melyek a legjobb budget 3D nyomtató márkák?
A 3D nyomtatók piaca folyamatosan változik, az innováció nagyon gyors, így nehéz erre a kérdésre válaszolni. Viszont az alábbi márkák meglehetősen ismertek, elég sokan rendelkeznek ilyesmivel, van közösségi támogatás mögöttük – lesz kitől kérdezni -, úgyhogy mi itt keresgélnénk:
- Creality
- Anycubic
- Elegoo
- Kingroon
- Artillery
- AnkerMake
- Mingda
- Qidi Tech
- Sovol
Érdemes a drágább márkákba beruházni az olcsóbbak helyett?
Igen is, meg nem is. A kérdés az, hogy mennyire van bennetek hajlandóság a szerelgetésre. Amennyiben nincs, fontos a minőségbiztosítás, a jó support, akkor maradjatok a Bambu Lab és a Prusa termékeinél. Ha azonban szűk a büdzsé, az előbbi 3D nyomtatókat készítő márkákkal sem nyúlhattok nagyon mellé.
Mennyire hangos egy 3D nyomtató?
Sok mindentől függ, a zajt főleg a léptetőmotorok és a hűtés generálja, illetve a fejmozgásban részt vevő mechanikai elemek. Minél gyorsabban kell nyomtatni, minél nagyobb mennyiséget, minél nagyobb hőfokon, annál több elvezetendő hő keletkezik, a 3D modellt is kell hűteni és a motorok is nyekeregnek. Szerencsére szinte mindenre van már modolási lehetőség.
Az SLA, vagyis gyantás 3D nyomtatók sok esetben szinte teljesen hangtalanok, vannak modellek, ahol hűtőventilátor sincsen.
Milyen gyorsan tudom kinyomtatni 3D modelleket?
A gyártók általában a Benchy 3D modellt – ez a kishajó – használják referenciaként, legalábbis a filament 3D nyomtatók esetében. A sebesség függ a rétegek számától, a minőségtől, a nyomtató oldalmozgásának – mm/s – és a nyomtatófej felgyorsulásának – mm/s2 – sebességétől és még sok minden mástól. Ezek persze csak referencia adatok, tökéletes körülményeket vesznek figyelembe, tehát a valóságban általában lassabb a 3D nyomtatás. A leggyorsabb Benchy nyomtatási idő, gyári, filamentes megoldással valahol 8 perc körül van – FLSUN S1 Delta nyomtató – a cikk írása pillanatában, de a DIY nyomtatók 2 perc alá is bementek, brutálisan rossz minőség mellett. A modern, kijelzővel és webes elérhetőséggel rendelkező 3D nyomtatók sokszor kiírják, mikor készül el a 3D modell, illetve a slicer szoftverek is tudnak becslést adni.
Honnan vegyek 3D modelleket a nyomtatáshoz?
Vagy tervezel magadnak egy 3D tervező szoftverben, vagy pedig letöltöd őket az internetről. Számtalan ilyen oldal van a neten, a modellek döntő hányada ingyenes, de 3D nyomtatót gyártó cégeknek is szokott lenni saját 3D modell könyvtáruk:
- Thingiverse
- Printables
- Cults3D
- Youmagine
- GrabCAD
- Sketchfab
- MyMiniFactory (alapvetően 3D fantasy és sci-fi figurák)
- PinShape
Milyen 3D modelleket használnak a nyomtatók tesztelésére?
A legismertebb 3D modell a 20 mm-es élhosszúságú XYZ kalibráló kocka. Itt a tengelyek elcsúszását és a pontosságot lehet ellenőrizni. A Benchy kishajó jellemzően a sebességgel kapcsolatos referencia modell, a CaliCat pedig a különböző alakzatok tesztelésére használatos. Ott van még a TempTower, ami az anyagok olvadási hőmérsékletével kapcsolatban ad visszajelzést.
Hogyan készítsek szép 3D nyomatokat?
Leginkább próbálkozással és nagy gyakorlattal. Érdemes több rétegvastagságot és sebességet kipróbálni, illetve a filamenteket is cserélgetni, mert nem minden 3D nyomtató “szereti” ugyanazokat a gyártmányokat. Vannak továbbá az első layer problémára megoldást kínáló kiegészítő nyomatok, mint a skirt, a raft és a brim, lásd lejjebb.
Hogyan kell beállítani a 3D nyomtató tárgyasztalát?
A modern 3D nyomtatók szerencsére már rendelkeznek erre egy célfunkcióval, amit automatikus tárgyasztalszintezésnek – automatic bed leveling – hívnak. Ilyenkor a nyomtató több ponton – ezt általában írja a gyári dokumentáció, hogy mennyin – is ellenőrzi a nyomtatófej-tárgyasztal távolságot és kiszintezi azt.
Ha a 3D nyomtatótok nem rendelkezik ezzel a funkcióval, akkor egy A4-es papírlapot kell a tárgyasztalra helyezni és az oldalcsavarokkal emelni rajta addig, amíg a fej majdnem hozzáér a 3D nyomtató tárgyasztalához, és a papír akadni nem kezd. Ökölszabály, hogyha a papírlapot nem tudjátok tolni, de tudjátok finoman akadva húzni, akkor jó a távolság. Érdemes a tárgyasztal mind a négy sarkán elvégezni a műveletet, majd a végén újraellenőrzni a távolságot a papírlappal.
Milyen hibák keletkeznek a 3D nyomtatás közben? (H3)
A filamentes 3D nyomtatás nem más, mint forró anyagok rétegekben egymásra nyomása, majd annak kihűtése. Ebből következően a rétegek elcsúszása vagy a nem megfelelő hőközlés számtalan hibát eredményezhet. A legismertebbekről érdemes nektek is tudnotok.
- Warping: felkunkorodás. A tárgyak kihűlése és zsugorodása okozza. A fűthető tárgyasztal és a hűtőventilátor kikapcsolása általában megoldja a problémát.
- Curling: ez is egy fajta meggörbülés, ami általában túlfűtési problémára utal és ilyenkor a rétegek elválnak egymástól. A tárgy hűtésével orvosolható.
- Ringing: általában a nyomtató vibrációi okozzák, a rétegek oldalirányban elcsúsznak. Érdemes visszavenni a sebességből, de lehet mechanikai oka is, például valamelyik tengely vagy maga a fogasszíj túl laza. A modern firmware-ek rendelkeznek vibrációcsökkentő algoritmusokkal, amik megoldják a problémát. A jelenségről ezt a videót érdemes megnézni.
- First layer problem (első réteg probléma): lásd lejjebb
A speciálisabb nyomtatási hibákért és a megoldásért érdemes a Simplify3D oldalát felkeresnetek.
Mi az első réteg probléma?
A 3D modellek nyomtatásánál kritikus probléma szokott lenni a nem jól kiszintezett tárgyasztal vagy a nem jó tapadás. Ha ezek sikertelenek, akkor az első réteg elcsúszik vagy leválik, csúnya lesz a nyomtatás. A dolog fordítva is igaz, hiába szinteztétek be jól a tárgyasztalt, a túltapadás miatt nehéz lehet a modellt a későbbiekben eltávolítani. Ezeket a problémákat szerencsére az automatikus szintezés és a PEI bevonatú, mágneses tárgyasztal lapok már nagyrészt orvosolják. Példát ennek a tesztünknek a galériájában találtok az első réteg problémára.
Hogy lehet ellene védekezni? Megfelelően be kell állítani – ki kell szintezni – a tárgyasztalt, ha nem tapad a filament, akkor meg kell tisztítani a felületet vagy tapadássegítő anyagokkal kell azt bevonni, illetve a szeletelő szoftverben megfelelően be kell állítani a 3D modell első rétegének paramétereit. Ilyen például a tárgyasztal hőmérséklete, a nyomtatás sebessége, illetve az első réteget támogató technikák, mint a raft, a skirt és a brim.
Mi a support, a skirt, a raft és a brim?
A fenti fogalmak alapvetően azokat a kiegészítő elemeket jelentik, amelyekkel a 3D modellek kinyomtatását vagy a tárgyasztalról leválasztásukat segítjük:
- támasz (support): Olyan, a későbbiekben eltávolítandó elemek, amelyek a 3D modell eredeti formáját hivatottak megtartani.
- szoknya (skirt): Egy olyan, a 3D modell körül elhelyezett elem, ami azt mutatja, hogy a tapadás és a szintezés sikeres. Körbeveszi a tárgyat, de nem ér hozzá.
- keret (brim): Egy olyan, a 3D modell körül elhelyezett elem, ami elősegíti a tapadást és kivédi a warpingot. Hozzáér a tárgyhoz.
- tutaj (raft): Nemcsak hozzáér a tárgyhoz, hanem át is halad alatta. Ezen „úszik” a 3D modell, egy alapréteget képezve, így a modell nem is érintkezik a tárgyasztallal. A fenti problémákat védi ki, ez adja a legjobb tapadást is.
Van-e értelme a több extruderes 3D nyomtatónak?
Az extruder a 3D nyomtató azon része, ami a filamentet továbbítja a fejhez. Ha egy nyomtatónak több ilyen részegysége van, akkor egyszerre többféle filamentet képes a fejhez továbbítani, így többféle anyagú és színű tárgyakat lehet vele nyomtatni. Vannak olyan 3D nyomtatók – pl. Zonestar és a Bambu Lab termékei – amelyek akár négy- vagy többféle filamentet is kezelnek. Az egyes alkatrészeket külön is ki lehet nyomtatni, például egy PLA testet egy modell autóhoz, aminek a kerekei TPU-ból készülnek.
Mérgező-e a 3D nyomtatás? Milyen anyagokkal kell vigyáznotok?
A legtöbb anyag nem mérgező, de még a PLA nyomtatásnak is lehet némi szaga, illetve keletkezhetnek mikroműanyag részecskék. A veszélytelen anyagok közé szokták sorolni a PLA-t, a PETG-t és a faalapú filamenteket.
A filamentek közül az ABS-szel és a nejlonnal nyomtatás közben gáz képződhet, ami miatt szellőztetni kell. Egyes porított anyagok, mint a fémek, a kerámiák vagy a kompozit anyagok is lehetnek veszélyesek, irritálhatják a bőrt, nem szerencsés őket belélegezni, stb. Szerencsére ezekkel az otthoni nyomtatás keretein belül ritkán fogtok találkozni.
Mennyit fogyaszt egy 3D nyomtató?
A filamentes 3D nyomtatók költségei kapcsán elsősorban az áramfogyasztás merül fel. Referenciapontként a 3D nyomtatók tápegységének teljesítményét szokták használni, hiszen ezeket valamennyivel felültervezik, vagyis ennél kevesebbet fog fogyasztani egy nyomtató. Alapvetően párszáz wattról beszélünk, amit megemel a fűtött tárgyasztal vagy a fűtött zárt ház – heated chamber -, ahol a fogyasztás akár a 600-700 W-ot is elérheti az óránként.
Milyen költségekkel jár a 3D nyomtatás?
Az áramfogyasztáson túl van az anyagköltség, ami a filament 3D nyomtatóknál jóval alacsonyabb, mint az SLA nyomtatóknál. A filament nyomtatók viszont jobban eszik a részegységeket, például fúvókák tudnak pusztulni, illetve a méretváltás miatt ezeket cserélni is kell.
Milyen anyagokra és szerszámokra van szükség a 3D nyomtatáshoz?
Mindenki használ a tárgyeltávolításhoz valamilyen spatulát. A támaszok eltávolításához szükségetek lesz egy snitzerre vagy késre, illetve az utómunkákhoz reszelőkre, csiszolópapírra.
Jól jön egy csípőfogó, szintén a felesleges támaszok vagy kiálló részek eltávolítására, egy digitális tolómérő a méretek ellenőrzésére, csavarhúzóra, francia- és imbuszkulcsra a 3D nyomtató mechanikai részeinek állítgatásához és kenőanyagokra a tengelyek zsírozásához. Sokan használnak csipeszeket is, illetve a felesleges filament leszippantásához használhattok a forrasztásból ismert forraszanyag eltávolító pumpát.
Hogyan tároljuk a filamenteket?
A legtöbb filament érzékeny a nedvességre. Ezért általában légzáró tasakba helyezik el, fénytől védett helyen, sőt egyesek a levegőt is kiszippantják a zacskóból vagy szilika gélt szórnak mellé.
Milyen kiegészítő berendezéseket lehet beszerezni a 3D nyomtatóhoz?
Az egyik legjellemzőbb kiegészítő a filament szárító és adagoló, amit szoktak AMS-nek (automatic material system) is nevezni. Szoktak továbbá kiegészítő kamerát is kínálni a régebbi nyomtatókhoz, amivel a munkafolyamatot lehet figyelni, illetve time-lapse videókat készíteni.
Ha esetleg valamelyik kérdésedet nem találtad meg a GY.I.K.-ben, vagy nem volt egyértelmű válaszunk, akkor keress minket az oldalon feltüntetett elérhetőségeink egyikén, vagy a Facebookon. Legjobb tudásunk szerint igyekszünk válaszolni minden 3D nyomtatóval kapcsolatban felmerülő kérdésre!
Specifikáció